Навигация
Экономическая целесообразность восстановления деталей
42376
знаков
2
таблицы
7
изображений
1.3 Экономическая целесообразность восстановления деталей
Восстановление — производство восстановительных работ, в результате которых детали, узлу или агрегату возвращаются первоначальные (номинальные), размеры, форма, свойства, мощность и точность (изменения возможны только в сторону улучшения).
Износ деталей часто приводит к нарушению посадки в сопряжении – увеличиваются зазоры и уменьшаются первоначальные натяги, нарушается форма поверхностей, возникают другие неисправности и дефекты. Такие детали при ремонте заменяют или восстанавливают (стоимость восстановления обычно составляет от 15 до 40% стоимости новых деталей). Восстановление деталей способствует значительной экономии дефицитных материалов и цветных металлов.
Чтобы выбрать способ восстановления и упрочнения детали, необходимо знать свойства и сроки службы новых и восстановленных деталей. Восстановленная деталь должна быть достаточно долговечной и надежной в эксплуатации, а также обладать качествами новой.
Применяя современные методы ремонта, можно восстановить некоторые детали так, что их эксплуатационные свойства будут превышать соответствующие показатели новых деталей.
При выборе способа восстановления деталей и сборочных единиц за основу принимают экономическую целесообразность восстановления, наличие на предприятии необходимого оборудования и материалов, технологические и конструктивные особенности деталей, величину и характер их износа и т.д. Целесообразность способа восстановления и упрочнения деталей в каждом случае зависит от многих факторов: условий их работы; характера сопряжения (подвижная или неподвижная посадка); величины и характера действующих нагрузок; скорости взаимного перемещения деталей с подвижной посадкой: условий и характера смазывания деталей с подвижной посадкой и пр.
Основным показателем экономической эффективности восстановления изношенных деталей и целесообразности того или иного метода восстановления.
Однако наряду с относительной себестоимостью немаловажное значение имеют также продолжительность емкость технологического процесса восстановления деталей, пень дефицитности примененных материалов и др.
Для восстановления изношенных деталей наиболее широко используются следующие способы: механический (способ ремонтных размеров); сварка и наплавка с последующей механической обработкой; восстановление полимерными материалами; гальваническое покрытие; химическая обработка и др.
1.4 Расчёт ремонтных размеров. Восстановление деталей механической обработкой
Этот способ широко применяют как самостоятельный при восстановлении направляющих станков, изношенных отверстий или шеек различных деталей, резьбы ходовых винтов и пр.
Экономическая целесообразность восстановления деталей механической обработкой состоит в том. Что себестоимость восстановления обычно ниже стоимости новых деталей, так как при этом способе невелики трудоемкости и продолжительность ремонта, а также затраты на материалы.
Сущность этого способа заключается в том, что восстанавливают (исправляют) геометрическую форму ремонтируемой сопрягаемой детали снятием минимального слоя металла с ее изношенных поверхностей до удаления следов износа без сохранения первоначальных размеров детали .
Сопряжение деталей затем восстанавливают введением готовой или изготовленной заново детали компенсатора, обеспечивая первоначальные (номинальные) посадки.
Применение данного метода восстановления изношенных деталей связано с понятием ремонтного размера.
Ремонтным называют размер, до которого производится обработка изношенной поверхности при восстановлении детали.
Различают свободные и регламентированные ремонтные размеры. Свободным называют размер величина, которого не устанавливается заранее, а получается непосредственно в процессе обработки; т. е. наибольший для вала и наименьший для отверстия размер, при котором в результате обработки следы износа оказываются устраненными, а форма детали восстановленной.
К полученному свободному ремонтному размеру подгоняют соответствующий размер сопряженной детали методом индивидуальной подборки.
Регламентированный ремонтный размер - это заранее установленный размер, до которого ведут обработку изношенной поверхности при её исправлении. Система регламентированных ремонтных размеров создает условия для применения метода взаимозаменяемости при ремонте и обеспечивает ускорение ремонта.
Запасные детали в условиях применения этой системы можно изготавливать заранее.
Основными данными при расчете ремонтных размеров и составлении шкалы для каждой пары сопрягаемых деталей служат величина допустимого износа за межремонтный период и припуск на обработку. Конечный ремонтный размер устанавливают исходя из условий прочности, долговечности и конструктивных особенностей сопрягаемых деталей.
Изношенные направляющие станин станков восстанавливают строганием, шлифованием и другими способами. При этом восстанавливают их геометрическую форму, соблюдая точность снятия слоя металла. Нарушенную размерную цепь с кареткой суппорта и другими сборочными единицами восстанавливают постановкой компенсационных наделок.
Некоторые детали или их элементы невозможно восстановить до прежних размеров, а в ряде случаев процесс восстановления экономически нецелесообразен. При этих условиях ремонт осуществляют методом ремонтных размеров. Чаще всего этот метод применяют для сопрягаемых деталей типа вал-втулка. В этом случае из двух сопрягаемых деталей ремонтируют одну (дорогостоящую или металлоемкую), а другую изготавливают заново. Перевод ремонтируемой детали на ремонтный размер в некоторых случаях можно осуществлять до четырех раз. Ремонтные размеры для часто ремонтируемых деталей обычно рассчитывают заранее или в процессе ремонта. При переводе деталей на следующий ремонтный размер диаметр ремонтируемого вала постепенно уменьшается, а диаметр отверстия ремонтируемой детали увеличивается.
Очередной ремонтный размер dрп (мм) ремонтируемого вала определяется по формуле:
![]() мм
мм
![]() мм
мм
де dн - номинальный диаметр вала новой детали, (мм)
nв - порядковый номер ремонтного размера вала;
δв‘- допустимый износ вала (на одну сторону) за межремонтный период, мм;
δв “- припуск на механическую обработку за один ремонт (на одну; сторону), мм. ;
Ремонтный интервал для диаметра вала.
![]()
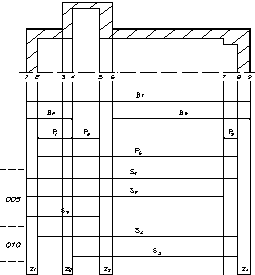
Число ремонтных размеров устанавливают исходя из предельно допустимого размера сопрягаемых, элементов деталей, т. е. минимального диаметра ремонтируемого вала dmin и максимального диаметра ремонтируемого отверстия Dmax. Величина Dmax и dmin находят аналитическим путем исходя из расчета на прочность и конструктивных особенностей детали.
Чтобы рассчитать число ремонтных размеров, используют формулу для вала:


, где про — ремонтный интервал размеров для отверстия, мм. Между первоначальными диаметрами Dн и dн и предельными диаметрами Dmax и dтiт устанавливаются промежуточные ремонтные размеры, которые определяются из табл. 1.
Таблица 1
Зависимости для определения промежуточных ремонтных размеров
| Для вала |
|
|
|
|
|
|
|
|
Способ ремонтных размеров применяется не только для простых деталей типа вал — втулка, поршень—гильза, но и для деталей типа шпиндель—подшипники, корпусных деталей с валами и др. Например, при ремонте шестеренчатого насоса вместо установки компенсационных втулок можно расточить корпус под ремонтный размер, изготовив новые откорректированные шестерни. Этот способ приемлем для резьбовых соединений, которых при износе увеличивают внутренний размер резьбы (гайки), а винты заменяют новыми.
Механическая обработка поверхностей деталей. Механическая обработка, выполняемая в гальваническом цехе, делится на следующие виды: шлифование, полирование и крацевание.
Шлифуя деталь, получают ровную и гладкую поверхность. Шлифование производят на специальных шлифовально-полиро![]() вальных станках при помощи абразивных материалов. Для шлифования, полирования или крацевания поверхностей деталей наиболее широко применяются двухшпиндельные станки типа 385 (рис. 3).
вальных станках при помощи абразивных материалов. Для шлифования, полирования или крацевания поверхностей деталей наиболее широко применяются двухшпиндельные станки типа 385 (рис. 3).
Для обработки поверхностей деталей применяют твердые и эластичные круги. Твердые круги состоят из массы зерен искусственных или природных абразивных материалов, связанных каким-либо определенным цементирующим веществом, называемым связкой. Эти круги применяют в основном для обработки деталей под требуемый размер, придания им правильной формы и снятия заусенцев. Эластичные круги изготовляют из войлока,
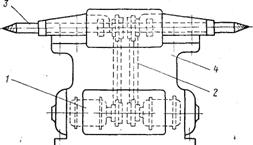
Рис. 3. Двухшпиндельный шлифовально-полировальный станок: 1 — электродвигатель; 2 — ремни; 3 — шпиндель; 4 — станина фетра, ткани (последние склеены или сшиты из сукна или хлопчатобумажной ткани).
На рабочую поверхность шлифовальных кругов, изготовленных из войлока, фетра или ткани, закрепляют зерна абразива столярным клеем. Для этого клей предварительно заливают холодной водой, выдерживают в течение 6—12 ч, после чего нагревают до температуры 65—70° С и выдерживают при этой температуре до получения жидкой массы, которую кистью равномерно наносят на рабочую поверхность круга.
При накатке круг в специальном лотке слегка прижимают к слою зерен абразива. Для более прочного приставания абразива круг несколько раз прокатывают по гладкой поверхности лотка. Накатанные круги сушат при комнатной температуре в течение 16—24 ч или в сушильном шкафу при температуре 35—40° С в течение 8—10 ч. При более высокой температуре сушить нельзя, так как слой клея растрескивается, сокращая срок службы круга.
Перед повторной накаткой с круга необходимо удалить оставшийся на нем абразив и зачистить поверхность кусковой пемзой.
Обычно шлифование осуществляют в несколько приёмов: сначала кругами с крупными зернами, затем с мелкими. Количество переходов должно быть тем больше, чем грубее поверхность деталей, поступающих на обработку.
Заключительной операцией шлифования является обработка деталей кругами с наклеенной абразивной оболочкой, смазанными наждачными жировыми пастами, стеарином или техническим салом. Этот процесс называется матированием, так как поверхность при этом получается матовой.
Полирование осуществляют эластичными кругами, на рабочую поверхность которых нанесены микропорошки (М40, М28, М20, М10, М7) или полировочная паста. Состав полировочных паст разнообразен. Они содержат: в качестве абразивных материалов — окись железа (крокус), окись хрома, окись алюминия, венскую известь (обожженный доломит), наждак; связующие вещества—стеарин, парафин, олеиновую кислоту и др.
Очистку и полирование мелких деталей производят в барабанах или колоколах, которые изготовляют из стали или дерева. По форме они могут быть круглыми, шести- или восьмигранными. Для лучшего перемешивания деталей внутри барабана устанавливают специальные' ребра. Детали, подвергающиеся обработке, загружают в барабан, плотно закрывают крышку люка и включают электродвигатель. Перемешивающиеся детали трутся друг о друга и при этом их поверхности не только сглаживаются, но и очищаются от ржавчины и окалины. В барабанах и колоколах можно полировать также при помощи абразивных материалов (наждак, корунд, кварц, стекло). Более тонкой отделки поверхности мелких изделий можно достигнуть, заменив грубые абразивы стальными шариками (диаметром от 1 до 5 мм), опилками и др. Объем стальных шариков должен быть примерно вдвое больше объема деталей. Дли ускорения галтовки применяют жидкости; мыльную воду, растворы двууглекислого натрия, венскую известь с водой и др. Объем жидкости должен быть в два раза больше объема деталей и шариков. После полирования детали промывают в горячей воде.
Крацевание выполняют металлическими, щетками для удаления тонких окисных пленок, травильного шлама, остатков жировых загрязнений после обезжиривания, а также придания нанесенному на поверхность покрытию однородного оттенка и уменьшения пористости. Крацевальная щетка с диаметром стальной проволоки 0,15—0,20 мм применяется для обработки твердых металлов; для обработки мягких металлов применяют латунную проволоку диаметром 0,07—0,15 мм.
Похожие работы
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
... что финансовое положение ОАО «ЧАЗ» устойчивое. Собственные источники финансирования покрывают оборотные активы организации. 2. Анализ внедрения прогрессивных технологических процессов и новой техники 2.1 Теоретические основы внедрения прогрессивных технологических процессов и новой техники В промышленно развитых странах, где кризисы и спады производства повторяются периодически, изменения ...
... получения заготовки для каждого из способов путем сравнения их по значению стоимости. Себестоимость производства заготовок, без учета затрат на предварительную механическую обработку, определяется по зависимости [1, стр. 61]: (7), где Gд –масса детали, кг Gзаг –масса заготовки, кг Кто – коэффициент, учитывающий доплаты за термообработку и очистку заготовок, руб/т Ктч –коэффициент, ...
0 комментариев