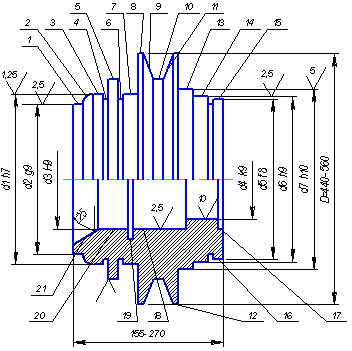
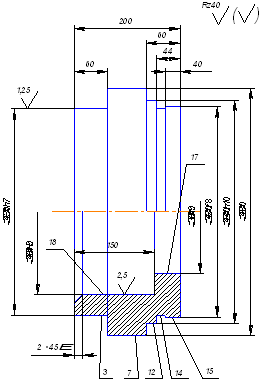
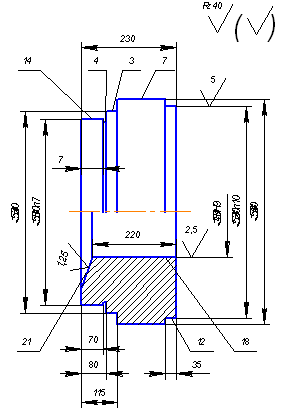
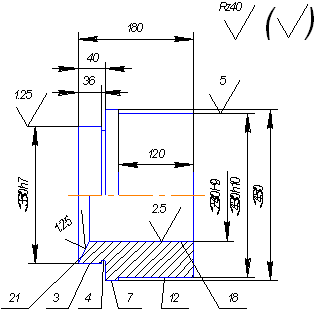
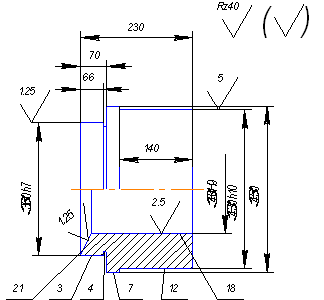
Описание назначения детали
Нарезать 4 резьбы М10-Н7
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Время с вязанное с переходами
Считаем штучное время
Считаем штучное время
Технические характеристики оборудований
Вертикально – сверлильный станок модели 2А125
Круглошлифовальный станок модели 3Б151
Промышленный робот модели М20.Ц48.01
Требования безопасности при работе на токарных станках
Требования безопасности при работе на шлифовальных станках
Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет фондов заработанной платы основных рабочих
Расчет фондов заработанной платы вспомогательных рабочих
Определение потребности в основных материалах
Расчет стоимости нормативно - чистовой продукции
Навигация
Разработка автоматизированного участка изготовления детали "Фланец"
Разработка автоматизированного участка изготовления детали "Фланец"
136578
знаков
22
таблицы
11
изображений
Министерство образования и науки Российской Федерации
Зеленодольский механический колледж
Разработать автоматизированный участок изготовления
детали ЗМК. 220301. 16. 252. Фланец
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОМУ ПРОЕКТУ
ЗМК. 220301. 16. 252. ПЗ.
( спец. №вар. №гр.)
Содержание
Введение 1 Описание назначения детали2 Определение и характеристика заданного типа производства
3 Технические условия на материал 4 Выбор вида заготовки и ее конструкция 5 Разработка технологического процесса изготовления детали и выбор технологических баз 6 Расчет и определение межоперационных припусков и размеров 7 Выбор и обоснование РТК на токарную операцию. РТК модели М20.Ц48.01 8 Расчёт режимов резания. Выбор оборудования, приспособлений, режущего и мерительного инструмента. Расчет и определение штучного и подготовительно–заключительного времени9 Технические характеристики оборудований
9.1 Токарный станок с ЧПУ модели 16К20Ф3
9.2 Вертикально – сверлильный станок модели 2А150
9.3 Вертикально – сверлильный станок модели 2А125
9.4 Вертикально – фрезерный станок модели 6Н12П
9.5 Резьбофрезерный станок модели 5Б63
9.6 Внутришлифовальный станок модели ЗА227
9.7 Круглошлифовальный станок модели 3Б151
9.8 Универсально – заточной станок модели 3Д642Е
9.9 Промышленный робот модели М20.Ц48.01
10 Виды и задачи автоматизации оперативного контроля индуктивной пробки 11 Разработка мероприятий по охране труда11.1 Требования безопасности при работе на токарных станках
11.2 Требования безопасности при эксплуатации станков с ЧПУ
11.3 Требования безопасности при работе на сверлильных станках
11.4 Требования безопасности при работе на фрезерных станках
11.5 Требования безопасности при работе на шлифовальных станках
11.6 Требования безопасности при работе абразивным инструментом
12 Конструирование заготовки
13 Расчет калькуляции данной детали 13.1 Бизнес план13.2 Исходные данные
13.3 Производственные расчёты13.3.1 Расчет требуемого количества оборудования
13.3.2 Расчет общей численности работающих на участке
13.3.2.1 Расчет численности основных рабочих на каждой операции
13.3.2.2 Расчет численности вспомогательных рабочих
13.3.2.3 Расчет численности руководителей, специалистов и
служащих (РСС
13.4 Экономические расчёты
13.4.1 Расчет фондов заработной платы
13.4.1.1 Расчет фондов заработанной платы основных рабочих
13.4.1.2 Расчет фондов заработанной платы вспомогательных
рабочих
13.4.1.3 Расчет фондов заработной платы руководителей,
специалистов и служащих (РСС)
13.4.2 Определение потребности в основных материалах
13.4.3 Расчет косвенных затрат. Расчет сметы
общепроизводственных расходов
13.4.4 Калькуляция себестоимости
13.4.5 Расчет стоимости и себестоимости ТП, расчет прибыли
и налогов
13.4.6 Расчет стоимости нормативно - чистовой продукции
13.4.7 Расчет технико - экономических показателей
13.5 Анализ предприятия
Спецификация РТК Спецификация «Пробка индуктивная» Спецификация «Планировка участка» Перечень используемой литературыВведение
Современное машиностроение отличается интенсивным расширением многообразия выпускаемой продукции. Одновременно происходит сокращение продолжительности цикла выпуска изделий одного вида. Объемы выпуска продукции, как и прежде, изменяются в широком диапазоне - от единичных образцов до массового производства. Однако преобладающим начинает становиться мелко- и среднесерийное производство.
В процессе механической обработки возникает наибольшее число проблем, связанных с выполнением требований к качеству машин, заданных конструктором. Процесс механической обработки реализуется достаточно сложной технологической системой, включающей в себя металлорежущий станок, станочную технологическую оснастку, режущий инструмент и заготовку.
Разработка технологического процесса изготовления любой детали начинается с изучения ее служебного назначения и критического анализа норм точности и других технических требований. Далее в последовательности, определенной соответствующими стандартами, разрабатывается технологический процесс. Это связывает технологию со служебным назначением детали и обеспечивает согласованность решений, принимаемых на различных этапах технической подготовки.
Современное промышленное производство нужно наделить определенной гибкостью, сохранив при этом все преимущества полной автоматизации, непрерывностью, ритмичностью, высоким темпом выпуска изделий, стабильностью технологических процессов.
Решить эти задачи на единой основе позволяет создание гибких производственных систем (ГПС). Их основа — станки и машины с ЧПУ, промышленные роботы и манипуляторы, управляющие устройства на базе ЭВМ.
В гибких автоматизированных системах автоматизируются практически все технологические, вспомогательные и транспортные операции.
Например, в ГПС механообработки могут быть автоматизированы:
загрузка заготовок на станки и выгрузка с них обработанных деталей;
обработка деталей по заданной программе;
смена режущих инструментов;
контроль качества деталей в процессе и после обработки;
уборка стружки;
транспортирование деталей от станка к станку в любой задаваемой последовательности;
изменение программы обработки;
управление работой всего комплекса оборудования, входящего в состав ГПС, по принципу гибкоперестраиваемой технологии.
Отличительной особенностью ГПС по сравнению с традиционными мелко- и среднесерийным производствами является то, что в ГПС для многономенклатурного серийного производства можно обеспечить выполнение основных принципов, характерных для массового поточного производства.
В настоящее время широко осуществляется объединение единичного автоматического оборудования в групповые (многопозиционные) системы (линии, обрабатывающие центры), управляемые ЭВМ. При этом доля участия человека в производственном процессе сокращается более чем в три раза.
В автоматизированном производстве резко повышаются требования к качеству каждого этапа производственного цикла, организации переналаживаемых, гибких технологических процессов и применению технологий с малым участием людей. Поэтому при внедрении автоматизации большое внимание уделяется использованию микропроцессоров и электронно-вычислительной техники, гибких производственных систем, автоматизации контроля и управления технологическими процессами, загрузки оборудования, транспортировки деталей и сборочных единиц.
В данной работе рассматривается разработка бизнес – плана, проекта по изготовлению детали типа: «Фланец».
Каждый предприниматель, начиная свою деятельность, должен ясно представлять потребность на перспективу в финансовых, материальных, трудовых и интеллектуальных ресурсах, источники их получения, а также уметь четко рассчитать эффективность использования ресурсов в процессе работы фирмы.
При всем многообразии форм предпринимательства существуют ключевые положения, применимые практически во всех областях коммерческой деятельности и для разных фирм, но необходимые для того, чтобы своевременно подготовиться и обойти потенциальные трудности и опасности, тем самым уменьшить риск в достижении поставленных целей.
В рыночной экономике бизнес – план является рабочим инструментом, используемым во всех сферах предпринимательства. Бизнес – план описывает процесс функционирования фирмы, показывает, каким образом ее руководители собираются достичь свои цели и задачи, в первую очередь повышения прибыльности работы. Хорошо разработанный бизнес-план помогает фирме расти, завоевывать новые позиции на рынке, где она функционирует, составлять перспективные планы своего развития.
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...

... В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 - C2) * А2, где C1 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев