Навигация
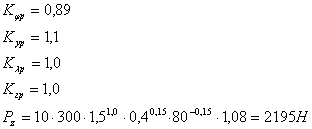
14. Расчет силы резания Pz.
Согласно стр. 35 [12] окружная составляющая силы резания определяется выражением
![]()
Частные значения поправочных коэффициентов ![]() выбираем со стр. 36 [12]. Их значения приведены в табл. 8.1.
выбираем со стр. 36 [12]. Их значения приведены в табл. 8.1.
Рассчитаем значение Pz. Полученные значения занесём в табл. 8.1.
15. Расчет эффективной мощности резания.
Выполняется для сравнения эффективной мощности резания Nе с мощностью станка Nст. Расчёт выполняется по формуле на стр.271 [2].
Фрезерно-отрезная (стр. 83-103 [12])
Глубина резания
![]()
Подача на зуб
![]()
Период стойкости
![]()
Скорость резания
![]()
Частота вращения
![]()
Фактическая скорость резания
![]()
Минутная подача
![]()
Мощность резания
![]()
Потребляемая мощность
![]()
Машинное время
![]()
Сверление (центрование)
Глубина резания
![]()
Подача на зуб
![]()
Период стойкости
![]()
Скорость резания
![]()
Частота вращения
![]()
Фактическая скорость резания
![]()
Минутная подача
![]()
Мощность резания
![]()
Потребляемая мощность
![]()
Машинное время
![]()
Фрезерование паза (стр. 83-103 [12])
Подача на зуб
![]()
Глубина резания
![]()
Период стойкости
![]()
Скорость резания
![]()
Частота вращения
![]()
Фактическая скорость резания
![]()
Минутная подача
![]()
Мощность резания
![]()
Потребляемая мощность
![]()
Машинное время
![]()
Зубофрезерование
Период стойкости
![]()
Скорость резания
![]()
Частота вращения
![]()
Машинное время
![]()
Шлифовальная
Скорость вращения круга
![]()
Припуск на сторону
![]()
Скорость вращения детали
![]()
Частота вращения детали
![]()
Фактическая скорость
![]()
Поперечная подача круга
![]()
Машинное время
![]()
9. НОРМИРОВАНИЕ ОПЕРАЦИЙ
Техническое нормирование предусматривает определение нормы штучно-калькуляционного времени τшк, которое для серийного производства равно:
![]() ,
,
причем штучное время ![]() определяется формулой:
определяется формулой:
![]() , где
, где
![]() - оперативное время, мин.;
- оперативное время, мин.;
![]() - основное время, мин.;
- основное время, мин.;
![]() - вспомогательное время, мин.;
- вспомогательное время, мин.;
![]() ,
,
где ![]() и
и ![]() - время установки и снятия детали соответственно;
- время установки и снятия детали соответственно;
![]() - процент от основного времени, выражаемый время технического обслуживания рабочего места;
- процент от основного времени, выражаемый время технического обслуживания рабочего места;
![]() ,
, ![]() - проценты от оперативного времени, выражающие соответственно время организационного обслуживания рабочего места и время на физические потребности;
- проценты от оперативного времени, выражающие соответственно время организационного обслуживания рабочего места и время на физические потребности;
![]() - подготовительно-заключительное время, планируемое на партию деталей, мин.;
- подготовительно-заключительное время, планируемое на партию деталей, мин.; ![]() - количество деталей в партии.
- количество деталей в партии.
Операция 005 – фрезерно-центровальная
![]() мин.
мин.
Операция 010 - фрезерно-центровальная
![]() мин.
мин.
Операция 015 - токарная
![]() мин.
мин.
Операция 020 - токарная
![]() мин.
мин.
Операция 025 – шпоночно-фрезерная
![]() мин.
мин.
Операция 035 - зубофрезерная
![]() мин.
мин.
Операция 040- шлифовальная
![]() мин.
мин.
Список использованной литературы
1. «Прогрессивные режущие инструменты и режимы резания металлов», Справочник/Под общей ред. В.И. Баранчикова., М.: Машиностроение, 1990 г.
2. «Справочник технолога-машиностроителя». /Под ред. А.Г. Косиловой и Р.К. Мещерякова. М.: Машиностроение, 1985 г. Т1,Т2.
3. «Абразивная и алмазная обработка материалов». Справочник/Под Ред. А.Н. Резникова. М.: Машиностроение, 1977 г.
4. «Машиностроительные стали». Справочник./ Под ред. В.Н.Журавлева и О.И.Николаевой. М.: Машиностроение, 1990 г.
5. «Резание конструкционных материалов, режущие инструменты и станки»/Под общей ред. П.Г. Петрухи. М.: Машиностроение, 1974 г.
6. «Обработка металлов резанием». Справочник технолога/Под ред. Г.А. Монахова. М.: Машиностроение, 1974 г.
7. А.А. Панов и др. «Обработка металлов резанием». М.: Машиностроение, 1988 г.
8. «Технология машиностроения»./Под общей ред. А.М. Дальского. М.: Издательства МГТУ им. Н.Э. Баумана, 2001 г., Т1, Т2.
9. Ю.В. Барановский. Режимы резания металлов. Справочник. Машиностроение. 1972.
Похожие работы
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
0 комментариев