Навигация
Расчет частоты вращения заготовки n
19779
знаков
5
таблиц
3
изображения
12. Расчет частоты вращения заготовки n.
Частота определяется по известной зависимости:
![]()
где Dз - диаметр обрабатываемой поверхности заготовки.
Выбранные значения nст и соответствующее ей V заносим в табл. 8.1.
Таблица 8.1
| Переход | Параметры | |||||||||||||||
| t | s | T | V | k1v | k2v | k3v | ncт | Vф | i |
| Pzt | k1h | k1p | Pz | Nэ | |
| мм | мм/об | мин | м/мин | - | - | - | 1/мин | м/мин | - | мин | кН | - | - | кН | кВт | |
| Операция 015 | ||||||||||||||||
| 1 | 3,5 | 0,6 | 60 | 120 | 0,75 | 1 | 0,85 | 450 | 52,3 | 2 | 0,48 | 200 | 0,85 | 1 | 170 | 2,2 |
| 2 | 1,75 | 0,6 | 60 | 120 | 0,75 | 1 | 0,85 | 450 | 41 | 1 | 0,16 | 150 | 0,85 | 1 | 128 | 1,7 |
| 3 | 3 | 0,6 | 60 | 120 | 0,75 | 1 | 0,85 | 450 | 35,1 | 1 | 0,12 | 200 | 0,85 | 1 | 170 | 1,5 |
| 4 | 3,5 | 0,6 | 60 | 120 | 0,75 | 1 | 0,85 | 450 | 50,3 | 2 | 0,78 | 200 | 0,85 | 1 | 170 | 1 |
| 5 | 2,25 | 0,6 | 60 | 120 | 0,75 | 1 | 0,85 | 450 | 41 | 1 | 0,28 | 200 | 0,85 | 1 | 170 | 1 |
| 6 | 3 | 0,6 | 60 | 120 | 0,75 | 1 | 0,85 | 450 | 35,1 | 1 | 0,12 | 200 | 0,85 | 1 | 170 | 0,5 |
| Операция 020 | ||||||||||||||||
| 1 | 0,25 | 0,25 | 90 | 120 | 0,75 | 1 | 0,85 | 500 | 39,5 | 1 | 0,14 | 35 | 0,85 | 0,9 | 29,8 | 0,73 |
| 2 | 0,25 | 0,25 | 90 | 120 | 0,75 | 1 | 0,85 | 500 | 46 | 1 | 0,16 | 35 | 0,85 | 0,9 | 29,8 | 0,73 |
| 3 | 0,25 | 0,25 | 90 | 120 | 0,75 | 1 | 0,85 | 500 | 55,2 | 1 | 0,19 | 35 | 0,85 | 1 | 29,8 | 0,73 |
| 4 | 3 | 0,15 | 80 | 120 | 0,75 | 1 | 0,85 | 500 | 39,5 | 1 | 0,06 | 70 | 0,85 | 1 | 59,5 | 1,2 |
| 5 | 0,25 | 0,25 | 90 | 120 | 0,75 | 1 | 0,85 | 500 | 39,5 | 2 | 0,14 | 35 | 0,85 | 1 | 29,8 | 0,73 |
| 6 | 0,25 | 0,25 | 90 | 120 | 0,75 | 1 | 0,85 | 500 | 46 | 1 | 0,22 | 35 | 0,85 | 1 | 29,8 | 0,73 |
| 7 | 0,25 | 0,25 | 90 | 120 | 0,75 | 1 | 0,85 | 500 | 54,1 | 1 | 0,35 | 35 | 0,85 | 1 | 29,8 | 0,73 |
| 8 | 3 | 0,15 | 80 | 120 | 0,75 | 1 | 0,85 | 500 | 39,5 | 1 | 0,06 | 35 | 0,85 | 1 | 59,5 | 1,2 |
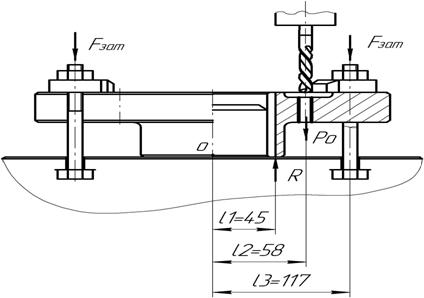
13. Расчёт основного времени t0. Для токарных переходов:
![]() .
.
где L1, L2 - соответственно величины врезания и перебега резца, мм;
L - длина обрабатываемой поверхности, мм.
Значения L1 и L2 приведены на табл. 2 стр.620 [3]. Значения t0 заносим в табл. 8.1.
Похожие работы
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
0 комментариев