Навигация
1. штампованные заготовки
2. заготовки из проката.
Заготовка, получаемая штамповкой будет более приближенной по форме и размерам к готовой детали, и ее масса будет меньше заготовки из проката, стоимость штампованных заготовок выше в 1,5 – 3 раза.
Заготовки из проката имеют большую массу, чем штампованные, и требуют дополнительной механической обработки для удаления лишних напусков металла, поэтому для окончательного решения по выбору способа получения заготовки нужно выполнить технико-экономическое сравнение вариантов.
Исходные данные для расчета сведем в табл.1.
| № п/п | Наименование показателей | Штампованная заготовка | Заготовка из проката |
| 1 | Масса детали, | 0,567 | 0,567 |
| 2 | Масса заготовки, |
|
|
| 3 | Оптовая цена на материал, Цп, руб./т | 25000 | 12000 |
| 4 | Стоимость отходов, Цо, руб./т | 2000 | 2000 |
| 5 | Средняя зарплата рабочего станочника, С3ч, руб/час | - | 30 |
| 6 | Время черновой обработки заготовок, Т, час | - | 6,099 |
| 7 | Цеховые накладные расходы, Сн, % | - | 250 |
Сравнение методов получения заготовок выполняем:
- по коэффициенту использования материала
- по себестоимости получения заготовок
1) Кш = ![]()
Кп = ![]()
Кш >Кп
Вывод: по коэффициенту использования материалов штамповка лучше проката.
2) определим себестоимость заготовок штампованных и заготовок из проката.
![]()
![]()
Ориентировочно штучно-калькуляционное время Тшт определяется по формуле из пособия (1).
Тшт= 1,9* То,
где То – основное время.
Для отрезания ссылаемся на литературу (1).
Т отрезания=0,19* D2* 10-3 = 0,19*1152*10-3=2,5мин., где D – диаметр обрабатываемой поверхности.
Механическая обработка по удалению лишних напусков заготовки включает обтачивание наружного диаметра, сверление, растачивание, рассверливание внутренних поверхностей.
Время черновой обточки заготовки за один проход:
![]() ,
,
l – длина обтачиваемой поверхности.
d – диаметр обтачиваемой поверхности.
![]() – число проходов.
– число проходов.
![]() – средний диаметр.
– средний диаметр.
Сверление:
![]() ,
,
Рассверливание:
![]() ,
,
Растачивание:
![]()
![]()
![]()

Из сравнения двух вариантов получения заготовок выбираем тот, где себестоимость меньше и годовой экономический эффект получен:
Эт=(Смп - Смш)*N=(30,95-20,684)*400=4110,4 руб.
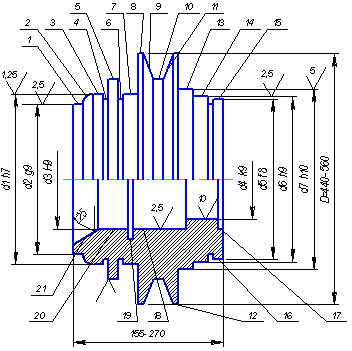
5. Назначение припусковВ качестве заготовок выбираем штампованные заготовки. Для штампованных заготовок общие припуски и допуски назначаются по ГОСТ 7505-89 «Поковки стальные штампованные». При определении припусков и допускаемых отклонений размеров нужно определить исходный индекс – условный показатель, учитывающий конструктивные характеристики и массу поковки. Исходные данные для определения индекса: масса поковки, группа стали, степень сложности поковки, класс точности поковки.
Класс точности – Т4.
Группа стали – М1.
Степень сложности – С4.
На основании этого находим индекс – 11.
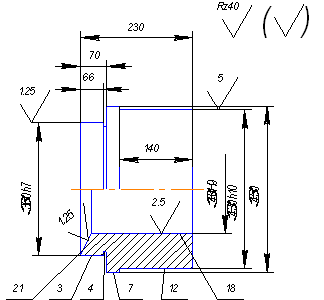
На чертеже детали проставляем нумерацию на поверхностях, на которой установить припуски.
Штамповочные уклоны:
внутренней поверхности - 7°
наружной поверхности - 5°
Поверхности отверстий не должные превышать - 3°.
При глубине – 25-50 мм R=2,5мм.
Припуски и допуски на обрабатываемой поверхности:
| Поверхность | Размер детали | припуск | допуск | Размер поковки |
| 2,5 | 12 18 |
|
| 13,2 19,5 |
| 4 | Æ110 |
|
| Æ113,4 |
| 7 | Æ72 |
|
| Æ75,2 |
| 10 | Æ62 |
|
| Æ58,4 |
6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи:
1. устанавливается последовательность операций обработки заготовки
2. выбирается технологическая база. При этом нужно стремиться к совмещению конструкционных и технологических баз.
3. ведется подбор оборудования для всех этапов обработки
4. выбирается приспособления, режущий и мерительный инструмент.
Наружные и внутренние, соосные с наружными, поверхности будут обрабатываться на токарных станках точением, отверстия – сверлением на сверлильных станках, лыску – фрезерованием. Для получения точности по наружным и внутренним поверхностям по 8 квалитету точности, эту поверхность нужно обрабатывать либо тонким точением, либо шлифованием.
В качестве баз на первой операции используем наружную цилиндрическую поверхность и торец.
На последних операциях, чистого точения или шлифования, сверления и фрезерования принимаем либо ранее обработанные цилиндрические наружные поверхности и их торцы, либо внутренние цилиндрические поверхности и их торцы.
Намечаем следующий маршрут обработки.
Токарная операция: обработку поверхности вести за два установа:
I установ:
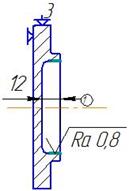
Подрезать внутренний торец большого фланца и торец центрирующего пояска, выдерживая размер 3. Точить наружную поверхность центрирующего пояска, выдерживая размеры 1и 3. Расточить внутреннюю поверхность, выдерживая размер 2 и 4.

В зависимости от точности оставить припуск на чистовую обработку. Точить фаску, выдерживая размер 5.
II установ: Точить наружную поверхность, выдерживая размер 2.

Точить фаску, выдерживая размер 1.
Оборудование: станок токарно-винторезный 16К20.Приспособления: токарный самоцентрирующийся патрон (механизированный или немеханизированный); режущий инструмент: резцы проходные упорные, подрезные, расточные.
Материал резцов – твердый сплав.
Мерительный инструмент: штангенциркуль, штангенглубиномер.
Сверлильная операция.
Сверлить 4 отверстия, выдерживая размер 4,5 и 3. База – наружная цилиндрическая поверхность центрирующего пояска.
Зенковать 4 отверстия, выдерживая размер 1,2 и 3.

Оборудование: вертикально-сверлильный станок 2Н125.
Приспособления: переналаживаемый кондуктор с поворотным столом.
Мерительный инструмент: штангенциркуль, пробки, глубиномер.
Фрезерная операция.
Фрезеровать лыску. База – наружная цилиндрическая поверхность центрирующего пояска и торец.

Оборудование: вертикально-фрезерный станок 6Н12.
Режущий инструмент: фрезы дисковые, торцевые, концевые.
Вспомогательный инструмент: оправки или переходные втулки, цанговые патроны.
Мерительный инструмент: штангенциркуль.
Шлифовальная операция. Шлифовать поверхность 10, выдерживая размер 1 с припусками. Технологическая База – наружная цилиндрическая поверхность большего фланца и его торец.
Оборудование: внутришлифовальный станок 3P228.
Приспособления: токарные или магнитные.
Режущий инструмент: шлифкруги формы ПВ, ПВД.
Вспомогательный инструмент: оправки для крепления шлифкруга.
Мерительный инструмент: микрометр, скобы, пробки.
7. Расчет режимов резанияРежимы резания назначаются на основании справочных материалов, приводимых в справочниках технолога-машиностроителя, нормировщика и другой технической литературы. В курсовой работе будем производить выбор режимов резания по справочнику технолога-машиностроителя под ред. Косиловой, том 2.
При назначении режимов резания учитываются:
- характер обработки;
- тип и размер производства;
- материал его режущей части;
- тип и состояние оборудования.
Токарная обработка: для точения режимы резания выбираем в следующей последовательности:
- глубина резания, мм (t),
![]()
- подача, мм/об. (S),
S зависит от глубины резания и обрабатываемой поверхности.
- скорость, м/мин. (v)
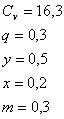
![]() ,
,
где Т – стойкость инструмента (время между двумя переточками инструмента, принимаем Т= 60 мин.)
![]() , х = 0,15,у = 0,35,m = 0,2 . [таб. 17 – справочник Косиловой].
, х = 0,15,у = 0,35,m = 0,2 . [таб. 17 – справочник Косиловой].
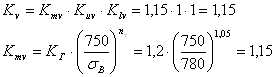
Kv – поправочный коэффициент.
![]() ,
,
где ![]() – коэффициент, учитывающий материал заготовки,
– коэффициент, учитывающий материал заготовки,
 ,
,
Кт–коэффициент, характеризующий группу стали по обрабатываемости, Кт = 1, nv = 1,
sв = 780Мпа – предел прочности материала,
![]()
![]() – коэффициент, учитывающий состояние поверхности заготовки,
– коэффициент, учитывающий состояние поверхности заготовки, ![]() (при поковке с коркой, черновой),
(при поковке с коркой, черновой), ![]() (при обработке без корки, чистовой).
(при обработке без корки, чистовой).
![]() – коэффициент, учитывающий качество материала заготовки,
– коэффициент, учитывающий качество материала заготовки, ![]() .
.
![]()
- частота вращения( n), об/мин.
![]() ,
,
где D – диаметр обрабатываемой поверхности.
Обработка ведется на станке 16К20. Для этого станка выбираем резцы подрезные с сечением 16´25, материал режущей части – твердый сплав Т15К6 (титано-кобальтовый). Обработку поверхностей будем вести за два прохода: черновая обработка и чистовая обработка.
1)Подрезание торца, выдерживая размер 3.
![]()
![]()
![]()
2)Растачивание наружной цилиндрической поверхности с размерами 1 и 3.
Черновая: t черн = 1,2 мм
S = 0,8 мм/об.
Чистовая: tчист = 0,4 мм
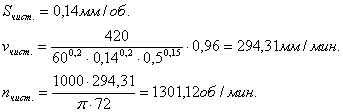
S = 0,14 мм/об.
![]()
![]()
![]() - для чистовой обработки
- для чистовой обработки
![]()
![]()
3)растачивание внутренней цилиндрической поверхности с размерами 2 и 4.
Черновая: t черн = 1,2мм
S = 0,35 мм/об.
Чистовая: tчист = 0,7 мм
S = 0,12 мм/об.
![]()
![]()
![]()
![]()
Установ II:
1)Растачивание наружной цилиндрической поверхности с размером 2.
Черновая: t черн = 1,2мм
S = 0,8 мм/об.
Чистовая: tчист = 0,5 мм
S = 0,14 мм/об.
![]()
![]()
![]() - для чистовой обработки
- для чистовой обработки
![]()
![]()
Сверление:
![]()
![]()
Материал сверла – быстрорежущая сталь.
1) сверление 4 отверстий с размерами 4,5,3.
![]()
![]() S=0,15 мм/об.
S=0,15 мм/об.
 [таб. 28 – справочник Косиловой]
[таб. 28 – справочник Косиловой]
Т = 25 при D =9 мм.

2)зенкерование 4 отверстий с размерами 1,2 и 3.
![]()
![]() S=0,6 мм/об.
S=0,6 мм/об.
 [таб. 29 – справочник Косиловой].
[таб. 29 – справочник Косиловой].
Т = 30 при D =20 мм.
![]()

Значение коэффициентов ![]() и
и ![]() из таб.32 справочника Косиловой.
из таб.32 справочника Косиловой.
8.Расчет нормы времени на токарную обработку
![]()
В мелкосерийном производстве определяется норма штучного времени
![]() :
: ![]() , где
, где
![]() - подготовительно- заключительное время, мин.
- подготовительно- заключительное время, мин.
![]()
n- количество деталей в настроечной партии,![]()
![]() - основное время
- основное время
![]()
![]() - вспомогательное время, мин.
- вспомогательное время, мин.
Вспомогательное время состоит из затрат времени на отдельные приемы:
![]()
![]() -время на установку и снятие, мин.
-время на установку и снятие, мин.
![]() - время на закрепление и открепление детали,мин.
- время на закрепление и открепление детали,мин.
![]() - время на приемы управления, мин.
- время на приемы управления, мин.
![]()
![]() - время включения, мин.
- время включения, мин.
![]() - время поворота резцовой головки, мин.
- время поворота резцовой головки, мин.
![]() - время подвода и отвода инструмента, мин.
- время подвода и отвода инструмента, мин.
![]() - время на то, чтобы провести каретку суппорта в продольном направлении, мин.
- время на то, чтобы провести каретку суппорта в продольном направлении, мин.
![]() - время на измерение детали, мин.
- время на измерение детали, мин.
![]() - время на обслуживание рабочего места, мин.
- время на обслуживание рабочего места, мин.
![]()
![]()
Установ 1:
1)Подрезание торца, выдерживая размер 3
![]()
Черновая:![]()
Чистовая: ![]()
![]()
2)растачивание внутренней цилиндрической поверхности с размерами 2 и 4.
Черновая: ![]()
Чистовая: ![]()
![]()
3)Растачивание наружной цилиндрической поверхности с размерами 1 и 3.
![]()
Черновая: ![]()
Чистовая: ![]()
![]()
Установ 2:
Растачивание наружной поверхности с размерами 1 и 3.
Черновая:![]()
Чистовая: ![]()
![]()
![]()
Далее выбираем значения времени по нормативам из приложения 6 из учебного пособия А.Ф. Горбацевич.
![]()
![]() ,
,
где n – количество обрабатываемых поверхностей.
![]()
![]() , где k – число резцов
, где k – число резцов
![]()
![]()
![]() Выбираем
Выбираем ![]()
![]()
![]()
![]()
![]()
![]()
Сравним два варианта обработки фланца: на токарном станке 16К20 и на станке с ЧПУ 16К20 Ф3.
Сравнение вариантов выполним по технологической себестоимости.
![]() ,где
,где
![]() – приведенные часовые затраты, коп./ч.,
– приведенные часовые затраты, коп./ч.,
Тшт-к – штучно-калькуляционное время на операции, мин.,
Кв – коэффициент выполнения норм, Кв =1,3.
![]() ,
,
где Сз – основная и дополнительная заработная плата рабочего с начислениями, коп./ч.
![]()
где ![]() - коэффициент, учитывающий дополнительную заработную плату рабочего,
- коэффициент, учитывающий дополнительную заработную плату рабочего, ![]() =1,5;
=1,5;
![]() - часовая тарифная ставка станочника соответствующего разряда. При 4 разряде
- часовая тарифная ставка станочника соответствующего разряда. При 4 разряде ![]() =2500 коп./ч.
=2500 коп./ч.
к- коэффициент, учитывающий заработную плату наладчика к=1;
у- коэффициент, учитывающий заработную плату рабочего при многостаночном обслуживании, тогда для 16К20 – у=1, а для 16К20Ф3 у=0,65
Счз – часовые затраты на эксплуатацию рабочего места, коп./ч.,
![]() ,
,
где ![]() - практические часовые затраты на базовом уровне,
- практические часовые затраты на базовом уровне, ![]() =2500 коп./ч.
=2500 коп./ч.
![]() - коэффициент, показывающий во сколько раз затраты, связанные с работой данного станка больше, чем аналогичные расходы у базового станка, для 16К20 -
- коэффициент, показывающий во сколько раз затраты, связанные с работой данного станка больше, чем аналогичные расходы у базового станка, для 16К20 - ![]() =1,3
=1,3
16К20Ф3 - ![]() =2,5
=2,5
ЕН – нормативный коэффициент эффективности, ЕН= 0,15,
Кс, Кз – удельно-часовые капитальные вложения в станок и здание,
Капитальные вложения в станок:
![]() ,
,
где Ц – балансовая стоимость станка с учетом затрат на транспортировку, руб.,
Ц1 = 300 000 руб., Ц2 = 650 000 руб.,
Fg – действительный годовой фонд времени работы станка, Fg = 3987 час.,h3 = 0,8,
Капитальные вложения в здание:
![]() ,
,
где Н – стоимость 1 м2, руб. , Н = 1200 руб./м2.
F – площадь, занимаемая станком,
F1 = 11 м2,
F2 = 15 м2.
| 16К20 | 16К20Ф3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Т.о. выгоднее обрабатывать фланец на станке 16К20Ф3.
Приведенная годовая экономия:
![]()
Список использованной литературы
1. Горбацевич А.Ф., Шкред В.А., «Курсовое проектирование», Минск: Высшая школа, 1983 г. – 256 с..
2. Солнышкин Н.П., Дмитриев С.И., «Методические указания по оформлению технологической документации в курсовых и дипломных проектах», Псков, ПГПИ, 1996 г. - 45 с.
3. Солнышкин Н.П., Чижевский А.Б., Дмитриев С.И., «Технологические процессы в машиностроении», Санкт-Петербург, СПбГТУ, 1998 г. - 333 с.
4. Мурашкин «Проектирование технологических процессов»
5. Справочник технолога-машиностроителя в 2-х томах, Т 1.Под ред. А.Г. Косиловой и Р.К. Мещерякова. М.: Машиностроение. 1989 г.
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
... точности установки. Простановка размеров технологична, т. к. их легко можно измерить на обрабатывающих и контрольных операциях. При изготовлении детали используют нормализованные измерительные и режущие инструменты. 4. Определение типа производства Характер технологического процесса в значительной мере зависит от типа производства деталей (единичное, серийное, массовое). Это обусловлено тем ...



... п, приходим к выводу, что экономически более выгодно применять заготовки из сортового проката. 4. Разработка технологического процесса обработки детали 4.1 Обоснование последовательности обработки и выбранного оборудования Разработка маршрутного технологического процесса механической обработки заготовки является основой всего курсового проекта. Вследствие того, что тип производства – ...
0 комментариев