Навигация
Разработка требований к автоматизации процесса испытаний стали арматурной
37978
знаков
16
таблиц
0
изображений
Введение
Автоматизация производственных процессов имеет важное значение на современном этапе развития машиностроения при становлении рыночных отношений. Основой производственных процессов являются автоматизированные технологические процессы механической обработки и сборки, которые обеспечивают высокую производительность и необходимое качество изготовляемых изделий.
Современное отечественное машиностроение должно развиваться в направлении автоматизации производства с широким использованием ЭВМ и роботов, внедрения гибких технологий, позволяющих быстро и эффективно перестраивать технологические процессы на изготовление новых изделий. Автоматизация проектирования технологии и управления производственными процессами – один из основных путей интенсификации производства, повышения его эффективности и качества продукции.
Тенденцией современного этапа автоматизации проектирования является создание комплексных систем автоматизированного проектирования и изготовления, включающих конструирование изделий, технологическое проектирование, подготовку управляющих программ для оборудования с программным управлением, изготовление деталей, сборку узлов и машин, упаковку и транспортирование готовой продукции.
Таким образом, тенденцией современного этапа автоматизации проектирования является создание комплексных систем, включающих конструирование изделий, технологическое проектирование и изготовление изделий в гибких производственных системах. Спроектированный технологический процесс должен оперативно реагировать на изменение производственных ситуаций процесса изготовления изделий.
Повышение требования конкурентоспособности продукции машиностроения требует новых производительных систем. Для этого создают виртуальные производственные системы (информация о ее структуре хранится только в памяти ЭВМ) на основе распределенных производственных систем (отдельные производственные системы, организационно не связанные между собой и имеющие технологическое оборудование). При этом решаются задачи организации и управления.
Целью данного курсового проекта является приобретение навыков в разработке требований к автоматизации процесса испытаний стали арматурной.
Для достижения поставленной цели необходимо решить следующие задачи:
– описать объект испытания изделия;
– проанализировать нормативную документацию по контролю заданных параметров объекта;
– определить требования к точности средств контроля;
– выбрать и обосновать автоматизированные средства контроля.
1. Описание объекта испытаний изделия
1.1 Назначение и область применения, наличие обязательных требований
В качестве объекта исследования была выбрана сталь арматурная, основные технические характеристики которой установлены в ГОСТ 10884–94 «Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические требования». Данный стандарт распространяется на термомеханически упрочненную арматурную сталь гладкую и периодического профиля диаметрами 6–40 миллиметров, предназначенную для армирования железобетонных конструкций.
Арматурная сталь периодического профиля – стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном.
Арматурная сталь гладкая – круглые стержни с гладкой поверхностью, не имеющей рифления для улучшения сцепления с бетоном.
Арматурную сталь изготовляют в соответствии с требованиями ГОСТ 10884–94 «Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические требования» по технологическому регламенту, утвержденному в установленном порядке.
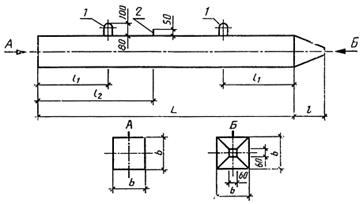
Арматурная сталь с профилем представляет собой круглые стержни с двумя продольными ребрами или без них и с расположенными под углом к продольной оси стержня поперечными серповидными выступами высотой h по середине, не пересекающимися с продольными ребрами и идущими по многозаходной винтовой линии, имеющей на сторонах профиля разное направление.
Арматурную сталь подразделяют на классы в зависимости:
– от механических свойств – класса прочности (установленного стандартом нормируемого значения условного или физического предела текучести в ньютонах на квадратный миллиметр);
– от эксплуатационных характеристик – на свариваемую (индекс С), стойкую против коррозионного растрескивания (индекс К).
Арматурную сталь изготовляют классов Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат1000К и Ат1200.
Арматурная сталь изготовляется из углеродистой и низколегированной стали с массовой долей химических элементов по ковшовой пробе, приведенной в таблице 1.
Таблица 1 – Массовая доля химических элементов
| Класс арматурной стали | Массовая доля химических элементов, % | ||||
| углерода, | марганца | кремния | серы | фосфора | |
| не более | не более | ||||
| Ат400С | 0, 24 | 0, 5–1, 5 | Не более | ||
| Ат500С | 0, 065 | ||||
| Ат600С, Ат600К, Ат800, Ат1000, Ат1000К | 0, 32 | 0, 6–2, 3 | 0, 6–2, 4 | 0, 045 | 0, 045 |
| Ат1200 | 0, 6–1, 0 | 1, 5–2, 3 | |||
| Примечания: 1 Для арматурной стали классов Ат400С и Ат500С при обеспечении механических свойств и свариваемости допускается массовая доля кремния до 1,2%; 2 Для арматурной стали класса Ат500С допускается массовая доля углерода не более 0,37%. | |||||
Для свариваемой арматурной стали класса Ат400С углеродный эквивалент, определяемый по формуле
![]() , (1)
, (1)
где C, Mn, Si – массовая доля соответствующих химических элементов,
должен быть не менее 0,32 процента, класса Ат500С – не менее 0,40 процента, класса Ат600С – не менее 0,44 процента.
Предельные отклонения по химическому составу в готовом прокате от норм, установленных таблицей 1, должны соответствовать приведенным в таблице 2.
Таблица 2 – Предельные отклонения по химическому составу в готовом прокате
| Химический элемент | Предельные отклонения, % |
| Углерод | +0, 02 |
| Марганец | +0, 10 |
| Кремний | ± 0, 10 |
| Сера | +0, 005 |
| Фосфор | +0, 005 |
По требованию потребителя регламентируют требования по релаксации напряжений, усталостной прочности и по испытанию на изгиб с разгибом. Для арматурной стали классов прочности Ат800, Ат1000 и Ат1200 релаксация напряжений не должна превышать 4 процента за 1000 часов при исходном усилии, составляющем 70 процентов максимального усилия, соответствующего временному сопротивлению разрыва в приложении Б.
Арматурная сталь классов прочности Ат800, Ат1000 и Ат1200 должна выдерживать без разрушения 2 миллиона циклов напряжения, составляющего 70 процентов номинального предела прочности на растяжение. Интервал напряжения для гладкой арматурной стали должен составлять 245 ньютон на квадратный миллиметр, для арматурной стали периодического профиля 195 ньютон на квадратный миллиметр.
Для арматурной стали классов Ат400С, Ат500С и Ат600С испытание на изгиб может быть заменено испытанием на изгиб с разгибом в соответствии с ГОСТ 10884–94 «Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические требования».
После испытания ни один из испытываемых образцов не должен иметь разрывов или трещин, видимых невооруженным глазом.
Для арматурной стали классов прочности Ат800, Ат1000 и Ат1200 условный предел упругости ![]() должен быть не менее
должен быть не менее![]() .
.
Обозначение арматурной стали должно содержать:
– номинальный диаметр (номер профиля), миллиметры;
– обозначение класса прочности;
– обозначение ее эксплуатационных характеристик – свариваемости (индекс С), стойкости против коррозионного растрескивания (индекс К).
Похожие работы
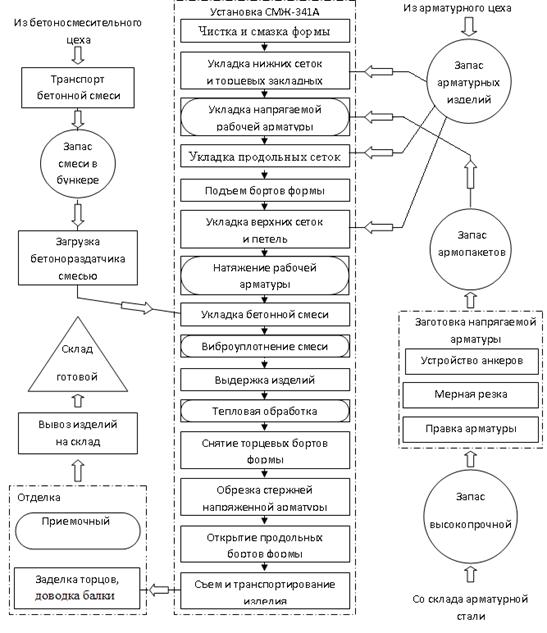
... производстве; Тн – номинальное количество рабочих суток в год. Ки – коэффициент использования оборудования, Ки = 0,92 Т0 = 0,92*(260-7)=233 часа 2. Технология и организация производства 2.1. Технологическая схема производства Производство квадратных свай осуществляется по стендовой технологии. Стендовый способ производства железобетонных изделий характеризуется следующими основными ...



... и конструкций значительно влияет на: сокращение стоимости отделки зданий сооружений; трудоемкость; расход основных материалов; число ремонтов и их стоимость. Глава 3. Улучшение деятельности в процессах 3.1 Исследование и анализ процессов управления системы менеджмента качества Стандарты ИСО 9001: 2000 предлагают новый подход к построению СМКп, которая состоит из (рис.3.1): -политики в ...
... хозяйственных операций; 4. Применяемой формы бухгалтерского учета; 5. Организационной структуры учетного процесса и распределение служебных обязанностей в бухгалтерии; 6. Организации хранения бухгалтерской документации и реестров. 2.3 Учет расчетов с бюджетом по региональным налогам на предприятии ООО «ОКБ по теплогенераторам» Расчеты по налогу на имущество на предприятии ООО «ОКБ по ...

... и ответственности за сделанную работу. Сделанные выводы подчеркивают необходимость формирования и разработки мероприятий по совершенствованию системы управления качеством продукции на АО “Москвич”. 1.3 Предпосылки совершенствования процессов управления качеством продукции. Несмотря на то, что значительное количество изделий, выпускаемых нашей промышленностью имеют низкое ...
0 комментариев