Навигация
Номенклатура контролируемых параметров
37978
знаков
16
таблиц
0
изображений
1.2 Номенклатура контролируемых параметров
Арматурную сталь изготовляют с периодическим профилем. Размеры периодического профиля приведены в приложении А. По согласованию изготовителя с потребителем арматурную сталь класса прочности Ат800 и выше допускается изготовлять гладкой.
Угол между поперечными выступами и продольной осью стержня β рекомендуется принимать равным 45 градусов. Допускается указанный угол принимать от 35 до 70 градусов. Угол наклона боковых граней поперечных выступов ![]() должен быть от 30 до 45 градусов. Расстояние между окончаниями поперечных выступов С не должно превышать значений, указанных в приложении А. Для арматурной стали диаметрами 6, 8 и 10 миллиметров допускается сопряжение продольного ребра с поперечными выступами равной высоты при отношении
должен быть от 30 до 45 градусов. Расстояние между окончаниями поперечных выступов С не должно превышать значений, указанных в приложении А. Для арматурной стали диаметрами 6, 8 и 10 миллиметров допускается сопряжение продольного ребра с поперечными выступами равной высоты при отношении ![]() . Значения и допускаемые отклонения размера
. Значения и допускаемые отклонения размера ![]() соответствуют приведенным в приложении А для размера
соответствуют приведенным в приложении А для размера![]() .
.
Овальность стержней (разность между ![]() и
и ![]() в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по размеру
в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по размеру ![]() . Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом прокате их не контролируют.
. Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом прокате их не контролируют.
Номинальные диаметры арматурной стали, площади поперечного сечения, линейная плотность (масса стержня длиной 1 метр), предельные отклонения по размерам и массе, овальность и кривизна стержней должны соответствовать установленным приложением А и ГОСТ 5781. Арматурную сталь диаметром 10 миллиметров и более изготовляют в виде стержней длиной, оговоренной в заказе. Арматурная сталь диаметрами 6 и 8 миллиметров изготовляется в мотках. Изготовление арматурной стали классов Ат400С, Ат500С и Ат600С диаметром 10 миллиметров допускается в мотках.
Стержни изготовляют мерной длины от 5,3 до 13,5 метра. Допускается изготовление стержней мерной длиной до 26 метра. Длина стержней – по требованию потребителя. Свариваемую арматурную сталь допускается поставлять в виде стержней:
– мерной длины с немерными отрезками длиной не менее 2 метра в количестве не более 15 процентов массы партии;
– немерной длины от 6 до 12 метра. В партии такой арматурной стали допускается наличие стержней длиной от 3 до 6 метра в количестве не более 7 процентов массы партии.
Предельные отклонения по длине стержней мерной длины должны соответствовать требованиям ГОСТ 5781.
Механические свойства арматурной стали до и после электронагрева, а также результаты испытаний ее на изгиб должны соответствовать требованиям, установленным приложением Б. Статистические показатели механических свойств арматурной стали должны соответствовать установленным таблицей 3 и ГОСТ 10884–94 «Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические требования».
Таблица 3 – Статистические показатели механических свойств арматурной стали
| Номинальный диаметр арматурной стали (номер профиля), мм | Статистические показатели механических свойств | |||||||
| Среднее квадратическое отклонение, Н/мм2 | Отношение | |||||||
| S |
|
|
| |||||
|
|
|
|
|
|
|
| S | |
| 10–14 | 90 | 90 | 50 | 50 | 0, 09 | 0, 08 | 0, 06 | 0, 05 |
| Св. 14 | 80 | 80 | 45 | 45 | 0, 08 | 0, 07 | 0, 05 | 0, 04 |
| Примечания: S – среднее квадратическое отклонение параметра в генеральной совокупности испытаний;
X – минимальное среднее значение проверяемого параметра в данной партии Для арматурной стали классов Ат400С и Ат500С диаметрами 6–10 миллиметров в мотках значения S, | ||||||||
Класс прочности арматурной стали обозначают числом поперечных выступов согласно таблице 4 в интервале ![]() .
.
Таблица 4 – Класс прочности арматурной стали
| Класс прочности арматурной стали | Число поперечных выступов в интервале |
| Ат400 | 3 |
| Ат500 | 1 |
| Ат600 | 4 |
| Ат800 | 5 |
| Ат1000 | 6 |
| Ат1200 | 7 |
1.3 Характеристики условий испытаний
Нормальные условия испытаний, при которых будут произведены измерения, сопровождающие процесс испытаний приведены в таблице 5.
Таблица 5 – Нормальные условия испытаний
| №/№ | Влияющая величина | Номинальные значения | Единица измерения |
| 1 | Температура для всех видов измерений | 20±5 | ºС |
| 2 | Давление окружающего воздуха | 84 – 106 (630 – 795) | кПа (мм рт. ст.) |
| 3 | Относительная влажность воздуха | 30 – 80 | % |
| 4 | Плотность воздуха | 1,2 | кг/м3 |
| 5 | Ускорение свободного падения | 9,8 | м/с2 |
| 6 | Магнитная индукция для измерений параметров движения. Магнитных и электрических величин | 0 | Тл |
| 7 | Напряжение электростатического поля | 0 | В/м |
| 8 | Среднеквадратическое значение напряжения питающей сети переменного тока | 220±2% | В |
| 9 | Частота питающей сети переменного тока | 50±0,5 | Гц |
| 10 | Форма кривой переменного напряжения питающей сети | Синусоидальная |
Похожие работы
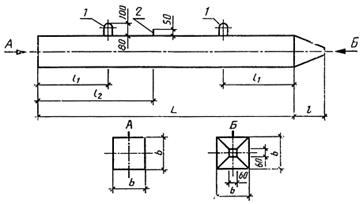
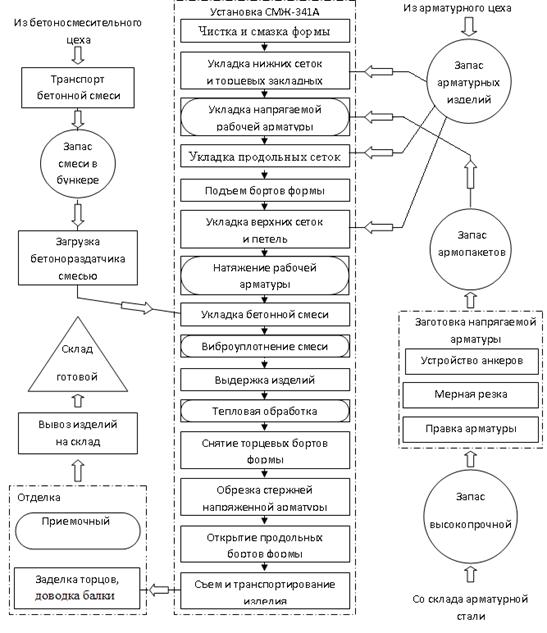
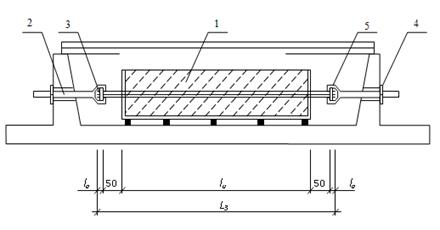
... производстве; Тн – номинальное количество рабочих суток в год. Ки – коэффициент использования оборудования, Ки = 0,92 Т0 = 0,92*(260-7)=233 часа 2. Технология и организация производства 2.1. Технологическая схема производства Производство квадратных свай осуществляется по стендовой технологии. Стендовый способ производства железобетонных изделий характеризуется следующими основными ...



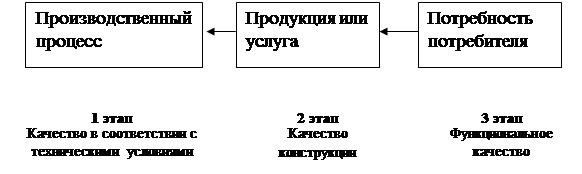
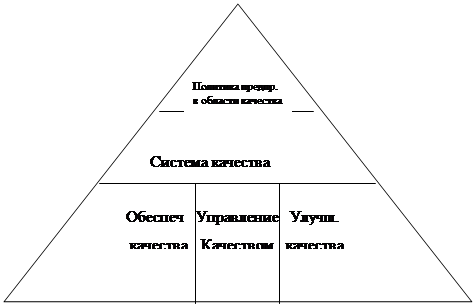
... и конструкций значительно влияет на: сокращение стоимости отделки зданий сооружений; трудоемкость; расход основных материалов; число ремонтов и их стоимость. Глава 3. Улучшение деятельности в процессах 3.1 Исследование и анализ процессов управления системы менеджмента качества Стандарты ИСО 9001: 2000 предлагают новый подход к построению СМКп, которая состоит из (рис.3.1): -политики в ...
... хозяйственных операций; 4. Применяемой формы бухгалтерского учета; 5. Организационной структуры учетного процесса и распределение служебных обязанностей в бухгалтерии; 6. Организации хранения бухгалтерской документации и реестров. 2.3 Учет расчетов с бюджетом по региональным налогам на предприятии ООО «ОКБ по теплогенераторам» Расчеты по налогу на имущество на предприятии ООО «ОКБ по ...

... и ответственности за сделанную работу. Сделанные выводы подчеркивают необходимость формирования и разработки мероприятий по совершенствованию системы управления качеством продукции на АО “Москвич”. 1.3 Предпосылки совершенствования процессов управления качеством продукции. Несмотря на то, что значительное количество изделий, выпускаемых нашей промышленностью имеют низкое ...
0 комментариев