Навигация
РАСЧЕТ ЭФФЕКТИВНОЙ МОЩНОСТИ КОРОБКИ ПОДАЧ
24146
знаков
4
таблицы
5
изображений
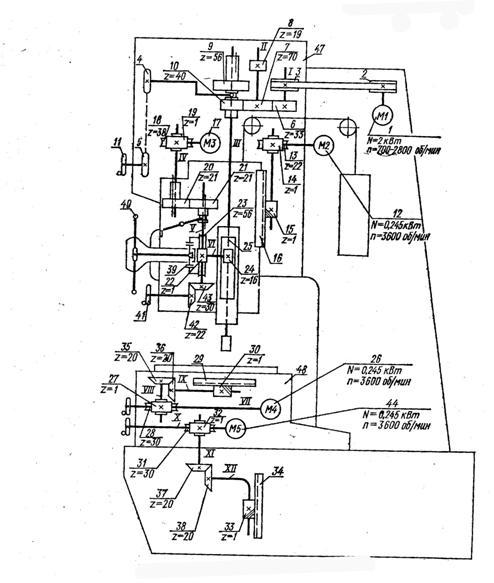
5. РАСЧЕТ ЭФФЕКТИВНОЙ МОЩНОСТИ КОРОБКИ ПОДАЧ
Эффективная мощность коробки подач определяется по формуле:
![]()
где Q - тяговое усилие на рейке, Н
Vs – скорость движения суппорта при заданных режимах резания, мм/мин
Vs=s∙n
Где n=![]()
Значение Q для комбинированных направляющих определяем по формуле:
Q=μ(Pz+G)+kPx
Где μ - коэффициент трения в направляющих; μ = 0,15-0,18. Принимаем μ =0,165.
Pz – усилие резания. Определяем по формуле:
Pz=10Cpztxsyvnkp
Для определения усилия резания выбираем наиболее тяжелые условия резания – обработка углеродистой стали 45 диаметром 100 мм при t=5 мм и подаче s=1,12мм/об.
По таблице 22 (1, с. 273) определяем коэффициенты Cpz=300, х=1,0, у=0,75, n=-0.15.
Коэффициент kpопределяем по формуле:
kp=kMPkφpkγpkλpkrp
где kMP – коэффициент влияния обрабатываемого материала kMP=1.
kφp,kγp,kλp,krp - коэффициенты влияния геометрических параметров инструмента
kφp=kγp=kλp=krp=1.
V – скорость резания, м/с. Определяем по формуле:
![]()
где по таблице 17 (1, с. 269) определяем Сv=340; х=0,15; у=0,45; m=0.2.
T – стойкость резца, мин. Т=45 мин.
kv=kmvknvkuv
kmv – коэффициент учитывающий влияние материала заготовки, kmv=1(1, табл.1, с.261),
knv – коэффициент учитывающий состояние поверхности заготовки, knv=0,9.
kuv – коэффициент учитывающий влияние материала инструмента, kuv=0,65 при обработке конструкционной стали резцом Т5К10.(1, табл. 6).
kv=1•0,9•0,65=0,585
![]() мм/мин
мм/мин
n=![]() =220.8 об/мин
=220.8 об/мин
принимаем n=200 об/мин.
Vs=1,12∙200=224мм/мин
Pz=10•300•51•1,120,75•69,342-0,15•1=9511,5 Н
G – сила тяжести подвижных частей суппорта, Н
G=mg=100∙9.81=981H
k=1.15
Px=0.4Pz=0.4∙9511.5=3804.6H
Q=0.165∙(9511.5+981)+1.15∙3804.6=6106.6H
![]() кВт
кВт
где η – КПД цепи подачи. Принимаем η=0,15.
![]()
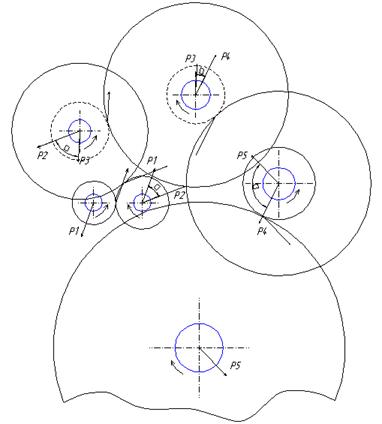
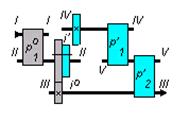
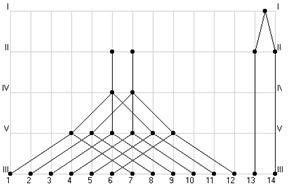
Определяем мощности на валах коробки:
NI=NЗ=1.486 кВт
NII=NI∙ηп∙ηзп=1,486∙0,97∙0,99=1,43кВт
NIV= NII∙ηп∙ηзп=1,43∙0,97∙0,99=1,37кВт
NV= NIV∙ηп∙ηзп=1,37∙0,97∙0,99=1,31кВт
NIII= NV∙ηп∙ηзп=1,31∙0,97∙0,99=1,254кВт
6. РАСЧЕТ МОДУЛЕЙ ЗУБЧАТЫХ КОЛЕС
При расчете зубчатых колес коробки подач модуль рассчитывается для каждой из передач в отдельности исходя из прочности зубьев на изгиб, а также исходя из усталости поверхностных слоев.
Для стальных прямозубых колес формула для определения модуля имеет вид:
где σF – допускаемые напряжения на изгиб Н/см2. σF=435 Н/см2,
YF – коэффициент формы зуба.
z – число зубьев шестерни (меньшего колеса)
ψ – коэффициент ширины зубчатого колеса.
ψ=![]()
где b – ширина шестерни, мм
Принимаем ψ=8.
k – коэффициент нагрузки который учитывает изменение нагрузки по сравнению с номинальной от действия различных факторов; k=1,4(3, с. 151).
Для каждой из передач определяем модули.
Для передачи I – II модуль будет равен:
![]() мм
мм
Для передачи II – IV:
![]() мм
мм
для передачи IV – V :
![]() мм
мм
для передачи V-III:
![]() мм
мм
для передачи II-III:
![]() мм
мм
Для всех передач в коробке подач принимаем m=4мм.
Похожие работы
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... СМАЗКИ 7. ВЫБОР СИСТЕМЫ УПРАВЛЕНИЯ ЗАКЛЮЧЕНИЕ ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ВВЕДЕНИЕ Приводы металлорежущих станков выполняют широкий спектр движений: рабочих, вспомогательных, установочных и т.д. При этом перемещается инструмент или заготовка. Кинематические и силовые характеристики коробки скоростей должны обеспечить требуемые значения величины скоростей при обработке на ...
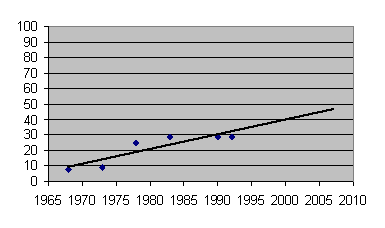
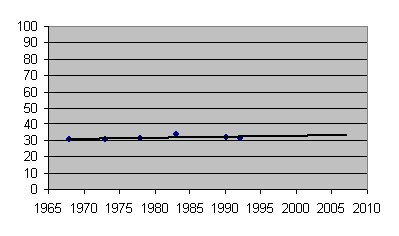
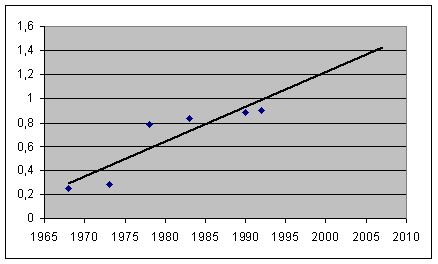
... находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 30 м2/м. 3. Перспективы дальнейшего развития координатно-расточных станков Модернизация КРС В настоящее время в российской промышленности имеется большой парк морально и физически устаревших координатно-расточных станков моделей 2А450, 2Д450, 2Е450 и их ...

... ограничения max давления в системе либо для подержания постоянного давления. Делят на: - предохранительные - переливные Коммуникационная часть и группа управления сигналами В станках с программным управлением, копировальными устройствами и электрогидравлическими сидящими системами, а так же в промышленных работах применяются дросселирующие распределители, гидроаппаратура с пропорциональным ...
0 комментариев