Навигация
Синтез варіантів компонування автоматичних ліній
25000
знаков
11
таблиц
0
изображений
4 Синтез варіантів компонування автоматичних ліній
Розглянему два варіанта компоновки техлогічної лінії.
Перший варіант візьмемо верстати з ЧПУ.
Фрезерування бобишек виконаємо одночасно змінивши інструмент і встаткування. Час обробки значно скоротиться.
Також для підвищення продуктивності використаю метод диференціації технологічного процесу 4 операції, на першу токарну операцію візмемо верстати дублери.
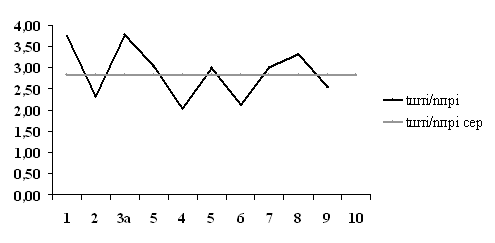
Тоді продуктивність буде мати вигляд:

 Рисунок 1. - Схема АЛ при q=9 m=1.
Рисунок 1. - Схема АЛ при q=9 m=1.
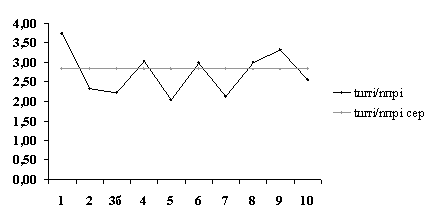
Другий варіант візьмемо для токарної обробки два токарних полуавтомати шести і чотирьох шпиндельні верстати. А свердління 6 отворів будемо виконувати на агрегатному верстаті з 3 силовими головками.

Основою для розробки технологічного процесу в автоматизованому виробництві є технологічний процес, призначений для реалізації на однопозиційній машині при одноінструментальної обробці. Новий технологічний процес розробляється на підставі застосування методу диференціації найбільш тривалих операцій.
Таблиця 3. Структура технологического процесса для 1 варіанта.
| Найменування | Інстру- мент | Параметри режиму різання |
|
|
| |||||
| Операції | переходу |
|
|
|
|
| ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Токарна | Підрізати торець Підрізати торець Ø 365 Проточити вибірку Ø305 Точити Ø170 Розточити Ø133 | Різець прохідній Т15К6 | 2 1 6 2 1,5 | 0,6 0,6 0,4 0,8 0,6 | 168 183 153 126 131 | 315 160 160 236 315 | 189 96 64 188 188 | 170 170 130 | 85 75 45 90 40 | 0,43 0,83 0,66 0,61 0,25 |
| Токарна | Точити Ø 365 Про-тиØ 355 Точити Ø 165 Підрізати торець Розточити Ø143 | Різець прохідній Т5К10 Резец Т15К6 подр Резец Т15К6 раст | 2,52 1,51,5 2 | 0,6 0,2 0,6 0,6 0,6 | 143 200 103 141 168 | 125 200 200 315 315 | 75 40 120 189 189 | 365 355 165 165 143 | 23 45 3,4 15 67 | 0,29 1,4 0,08 0,09 0,38 |
| Токарна | Підр-ти торець Підрізати торець &365 | Різець прохідний Т15К6 | 1 1 | 0,6 0,2 | 168 183 | 315 160 | 189 64 | 170 365 | 85 80 | 0,21 1,25 |
| Токарна | Точити &170 Роз-ти & 133 | 1,5 1,5 | 0,2 0,6 | 168 131 | 315 315 | 63 188 | 170 130 | 92 40 | 1,49 0,25 | |
| Горизонтально-розточ. | Точити &80 | Резец 2142-0182 | 2 | 0,1 | 200 | 800 | 160 | 80 | 45*3 | 1,8 |
| Вертикально-фрезерна | Фрезе-ня торців 3-х боб. | фреза торцева Ø400 Т5К10 | 3 | 5 | 127 | 101 | 505 | 360 | 360 | 0,71 |
| Горизонтально-розточувальна | Точити &80 Точити &80 | резець прохідний Т5К6 | 1 1 | 0,4 0,1 | 150 201 | 600 800 | 240 80 | 80 80 | 135 135 | 0,56 1,8 |
| Вертикальносвердлильна | Свердлення &8,5ЗенкеруванняЗенкування | Свердло Ø8 Р6М5 | 41,6 | 0,20,20,06 | 24,32534,5 | 92010001100 | 184185 | 8,59 | 2828 | 0,16×60,17×60,1×6 |
| Разом | 17,8 | |||||||||
Структура технологического процесса для 2 варіанта.
Технологічний процес.
1 ВЕРСТАТ – Токарний. tр=1,49 хв.
1 позиція – підрізати торці &365,&170 спільно. tр=0,83 хв.
2 позиція – точити поверхню &170,&133 спільно. tр=0,61хв.
3 позиція – точити виборку. tр=0,66 хв.
4 позиція – підрізати торці &365,&170 спільно. tр=1,25 хв.
5 позиція – точити поверхню &170,&133 спільно. tр=1,49 хв.
2 ВЕРСТАТ – Токарний. tр=1,4 хв.
1 позиція – точити поверхню &365,&355 спільно. tр=1,4 хв.
2 позиція – точити поверхню &143. tр=0,38 хв.
3 позиція – підрізати торць &165. tр=0,17 хв.
3 ВЕРСТАТ – Вертикально-фрезерна. tр=0,71 хв.
Фрезерувати торці бобишек.
4 ВЕРСТАТ – Горізонтально- разточувальна
Обточити бобишки &80 tр=1,8 хв.
5 ВЕРСТАТ – Горізонтально- разточувальна
Обточити бобишки &80 tр=1,8 хв.
Обточити бобишки &80 tр=0,58 хв.
6ВЕРСТАТ – Агрегатний. tр=0,76 хв.
1 позиція – свердлити отвір &8 tр=0,1632 хв.*2
2 позиція - зенкерування отвір &9 tр=0,17хв. *2
3 позиція - зенкування отвір &9 tр=0,1хв.
S tр=8,54хв.
Похожие работы
... ії такту потокової лінії i тактів виконання (в безперервному режимі) всіх операцій, пов'язаних із цією лінією. Синхронізація здійснюється в два етапи: Попередня — виконується на стадії проектування потокової лінії (ПЛ). Вона здійснюється завдяки добору, розчленуванню та поєднанню операцій та їх окремих частин так, щоб забезпечити рівномірне завантаження робітників (устаткування), а також добором ...
... Операція 040 Установку робимо в патроні з вильотом заготівлі 54 мм. Настановною базою служить раніше оброблена поверхня, тому застосовуємо "сирі" кулачки. 1.6 Проектування технологічного маршруту обробки деталі "втулка перехідна" Таблиця 1.1.6.1- Проектування технологічного маршруту обробки "Втулка перехідна" Операція перехід Зміст операції Устаткування Пристосування, допоміжний і ...
... (ДСТУ, ГОСТам, технологічним інструкціям, тощо). [29] При виборі асортименту врахували місцеві умови і тип підприємства. Співвідношення між окремими видами готової продукції приймаємо згідно Відомчих норм технологічного проектування та з урахуванням того , що варена груп ковбас має найбільший попит у населення.. При виконанні розрахунків ковбасного виробництва обрали груповий асортимент, а потім ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
0 комментариев