Визначення типу виробництва
Проектування технологічного маршруту обробки деталі "втулка перехідна"
Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Опис конструкції й розрахунок контрольно-вимірювального оснащення
Організація роботи ділянки
Визначення кількості виробничих робітників
Організація ремонту встаткування
Навигация
Технологічний процес виготовлення деталі "Втулка перехідна"
Технологічний процес виготовлення деталі "Втулка перехідна"
55784
знака
6
таблиц
1
изображение
Курсова робота
Технологічний процес виготовлення деталі "втулка перехідна"
Зміст
Введення
1. Обґрунтування технічних рішень
1.1 Опис умов роботи й аналіз технологічності конструкції деталі
1.2 Визначення типу виробництва
1.3 Аналіз заводського технологічного процесу
1.4 Техніко-економічна оцінка вибору методу виготовлення заготівлі
1.5 Вибір баз
1.6 Проектування технологічного маршруту обробки деталі
1.7 Визначення операційних припусків, допусків, між операційних розмірів і розмірів заготівлі
1.8 Визначення витрати металу
1.9 Визначення режимів різання, потужності основного й допоміжного часу
1.10 Оформлення операційних карт і карт ескізів
1.11 Опис конструкції й розрахунок верстатного пристосування
1.12 Опис конструкції й розрахунок контрольно-вимірювального оснащення
1.13 Опис конструкції й розрахунок різального інструменту
2. Організація роботи ділянки
2.1 Визначення необхідної кількості встаткування
2.2 Визначення кількості виробничих робітників
2.3 Визначення кількості допоміжних робітників, ІТП, СКП, МОП
2.4 Організація ремонту встаткування
2.5 Організація техніки безпеки (по ССБТ) і протипожежні заходи
Бібліографічний список
Введення
Завдання економії металу, підвищення продуктивності праці, підвищення якості й точності поверхні деталей є основним завданням для технологів-машинобудівників.
Технологія машинобудування це прикладна наука, що вивчає, як людина за допомогою різних прийомів впливає на різні матеріали, створюючи нові й більше точні деталі, які застосовують при складанні прогресивного встаткування.
У технології машинобудування використовуються теоретичні й практичні виводи пов'язаних з нею дисциплін: металорізальні верстати й інструменти, різання металів, основи взаємозамінності й технічні виміри.
Учені визначають основні напрямки в розвитку технічного прогресу, що характеризується не тільки безперервною появою принципово нових технологічних процесів, але й безперервною заміною існуючих процесів більше точними, продуктивними й економічно вигідними.
Рішення цих технологічних завдань здійснюється на основі впровадження у виробництво повної автоматизації й механізації технологічних процесів, широкого впровадження нової техніки й подальшого росту кваліфікації кадрів.
Найважливіший напрямок у машинобудуванні є вибір економічних і технологічних форм і видів заготівель із максимально зменшеними припусками на обробку й зменшенням технологічних відходів.
У даному проекті представлений технологічний процес виготовлення деталі "втулка перехідна". Наведено детальну розробку виробництва, що сприяє зменшити витрати часу на виготовлення даної деталі. Застосування новітніх технологій, застосування багато інструментальних верстатів зі ЧПУ дозволяє знизити ступінь участі людини в технологічному процесі, за рахунок заміни ручної праці механізованим.
1. Обґрунтування технічних рішень
1.1 Опис умов роботи, аналіз технологічності деталі
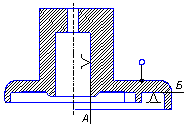
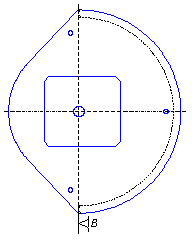
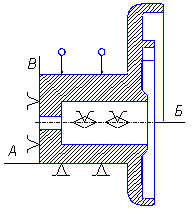
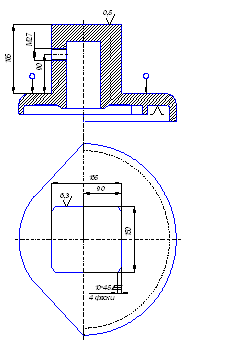
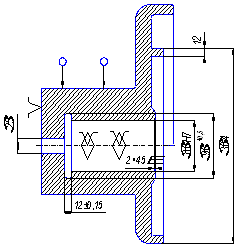
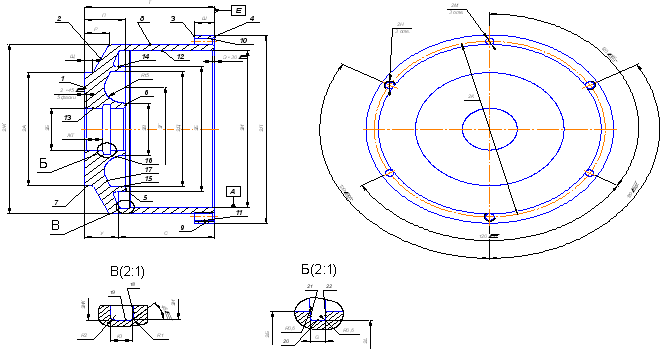
На кресленні зображена деталь "втулка перехідна". Деталь виготовляється зі сталі 5ХНМ (ДЕРЖСТАНДАРТ 5950-73) масою 12 кг. Креслення виконане в масштабі.
Деталь служить як опора для закріплення різних видів матриць на гідравлічних горизонтальних пресах при пресуванні легких сплавів.
Деталь являє собою тіло обертання, габаритні розміри якого становлять Ø 180х102мм. Втулка складається із двох поверхонь: циліндричної Ø170 мм. і конічної з кутом 6˚±10΄. На лівому торці деталі виконано 4 глухі різьбові отвори: різьблення М24х1 глибиною 32 мм. На правому торці втулки є проточка Ø170 мм., шириною 10 мм. до центра, глибиною 0,5 мм. і виконане конусне поглиблення Ø140 мм. (кут нахилу дорівнює 4˚±10΄) глибиною 40 мм. На бічній поверхні деталі на відстані 62 мм. просвердлено отвір O16 мм. глибиною 38 мм. Деталь має центральний наскрізний отвір O34 мм..
Точність взаємного розташування поверхонь деталі в технічних умовах не зазначена, отже, що становлять втулки не повинні відхилятися від центральної осі. Чисто обробки поверхні (шорсткість), за винятком зазначеної на поверхні, Rz 40. Відповідно до технічних вимог деталь піддається термообробці до поверхневої твердості HRC 42-46.
Характеристика сталі 5 ХНМ.
Деталь виготовляється зі сталі 5ХНМ. Призначення - молотові штампи пароповітряних і пневматичних молотів з масою падаючих частин понад 3 т. ,пресові штампи й штампи машинного швидкісного штампування при гарячому деформуванні легких кольорових сплавів; блоки матриць для вставок горизонтально-кувальних машин.
Хімічний склад:
C-Вуглець 0.50-0.60 %;
Si-Кремній 0.10-0.40%- надає корозійну стійкість;
Mn- марганець 0.50-0.60% - підвищує твердість;
S- сірка <0.030%;
P- фосфор <0.030%;
Cr - хром 0.50-0.80% - сприяє зносостійкості;
Ni - нікель 1.40-1.80% - підвищує в'язкість, надає корозійну стійкість;
Mo- молібден - 0.15-0.30% - підвищує теплостійкість;
Cu - мідь <0.030%;
Механічні й технологічні властивості:
Теплостійкість - 590?З;
Обробляється різанням у відпаленому стані при 289 НВ і σв= 900 Н/мм2: коефіцієнт різання Кv.тв = 0.6; Кv.б.р. =0.3
Не застосовується для зварених конструкцій;
Має високу зносостійкість при терті.
Вид поставки:
Прутки й смуги - ДЕРЖСТАНДАРТ 5950-73.
Кожна деталь повинна виготовлятися з мінімальними трудовими й матеріальними витратами. Ці витрати можна значно зменшити залежно від правильного вибору заготівлі оптимальних режимів різання й правильної підготовки виробництва. На трудомісткість виготовлення деталі великий вплив роблять її конструкція й технічні вимоги на виготовлення. При аналізі на технологічність конструкції деталі необхідно зробити оцінку в процесі проектування тих процесу.
- Конструкція деталі складається зі стандартних і уніфікованих конструкторських елементів.
- Розміри й поверхні деталі мають відповідно оптимальний ступінь точності й шорсткість.
- Оброблювані поверхні відкриті, доступні для підведення різального інструменту при врізанні й для його виводу.
Деталь складається з "стандартного" набору поверхонь: це циліндричні поверхні, метричні різьблення, що дозволяє використовувати стандартний інструмент і пристосування.
- Показники базової поверхні деталі забезпечують точність установки, обробки й контролю. Конструкція деталі забезпечує застосування типових і стандартних технологічних процесів.
Деталь уважаємо технологічною.
Похожие работы
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев