Навигация
Станки с числовым программным управлением (ЧПУ)
54070
знаков
3
таблицы
29
изображений
Содержание
1. Общие сведения о станках с ЧПУ
2. Конструктивные особенности станков с ЧПУ
3. Многоцелевые станки с ЧПУ
4. Оснастка и инструмент для многоцелевых станков с ЧПУ
5. Серия Mynx NM (Doosan)
6. Организация работы оператора многоцелевых станков с ЧПУ
7. Технологии обработки деталей на многоцелевых станках с ЧПУ
Список литературы
1. Общие сведения о станках с ЧПУ
Под управлением станком принято понимать совокупность воздействий на его механизмы, обеспечивающие выполнение технологического цикла обработки, а под системой управления - устройство или совокупность, реализующих эти воздействия.
Числовое программное управление (ЧПУ) - это управление, при котором программу задают в виде записанного на каком-либо носителе массива информации. Управляющая информация для систем ЧПУ является дискретной и ее обработка в процессе управления осуществляется цифровыми методами. Управление технологическими циклами практически повсеместно осуществляется с помощью программируемых логических контроллеров, реализуемых на основе принципов цифровых электронных вычислительных устройств.
Системы ЧПУ практически вытесняют другие типы систем управления.
По технологическому назначению и функциональным возможностям системы ЧПУ подразделяют на четыре группы:
позиционные, в которых задают только координаты конечных точек положения исполнительных органов после выполнения ими определенных элементов рабочего цикла;
контурные, или непрерывные, управляющие движением исполнительного органа по заданной криволинейной траектории;
универсальные (комбинированные), в которых осуществляется программирование как перемещений при позиционировании, так и движения исполнительных органов по траектории, а также смены инструментов и загрузки-выгрузки заготовок;
многоконтурные системы, обеспечивающие одновременное или последовательное управление функционированием ряда узлов и механизмов станка.
Примером применения систем ЧПУ первой группы являются сверлильные, расточные и координатно-расточные станки. Примером второй группы служат системы ЧПУ различных токарных, фрезерных и круглошлифовальных станков. К третьей группе относятся системы ЧПУ различных многоцелевых токарных и сверлильно-фрезерно-расточных станков.
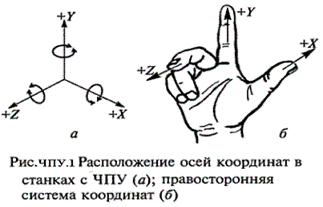
К четвертой группе относятся бесцентровые круглошлифовальные станки, в которых от систем ЧПУ управляют различными механизмами: правки, подачи бабок и т.д. Существуют позиционные, контурные, комбинированные и многоконтурные (рис.ЧПУ.1, а) циклы управления.
|
По способу подготовки и ввода управляющей программы различают так называемые оперативные системы ЧПУ (в этом случае управляющую программу готовят и редактируют непосредственно на станке, в процессе обработки первой детали из партии или имитации ее обработки) и системы, для которых управляющая программа готовится независимо от места обработки детали. Причем независимая подготовка управляющей программы может выполняться либо с помощью средств вычислительной техники, входящих в состав систем ЧПУ данного станка, либо вне ее (вручную или с помощью системы автоматизации программирования).
Программируемые контроллеры- это устройства управления электроавтоматикой станка. Большинство программируемых контролеров имеют модельную конструкцию, в состав которой входят источник питания, процессорный блок и программируемая память, а также различные модули входов/выходов. Для создания и отладки программ работы станка применяют программирующие аппараты. Принцип работы контроллера: опрашиваются необходимые входы/выходы и полученные данные анализируются в процессорном блоке. При этом решаются логические задачи и результат вычисления передается на соответствующий логический или физический выход для подачи в соответствующий механизм станка.
В программируемых контролерах используют различные типы памяти, в которой хранится программа электроавтоматики станка: электрическую перепрограммируемую энергонезависимую память; оперативную память со свободным доступом; стираемую ультрафиолетовым излучением и электрически перепрограммируемую.
Программируемый контролер имеет систему диагностики: входов/выходов, ошибки в работе процессора, памяти, батареи, связи и других элементов. Для упрощения поиска неисправностей современные интеллектуальные модули имеют самодиагностику. Программоноситель может содержать как геометрическую, так технологическую информацию. Технологическая информация обеспечивает определенный цикл работы станка, а геометрическая - характеризует форму, размеры элементов обрабатываемой заготовки и инструмента и их взаимное положение в пространстве.
Станки с программным управлением (ПУ) по виду управления подразделяют на станки и системами циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). Системы ЦПУ более просты, так как в них программируется только цикл работы станка, а величины рабочих перемещений, т.е. геометрическая информация, задаются упрощенно, например с помощью упоров. В станках с ЧПУ управление осуществляется от программоносителя, на который в числовом виде занесена и геометрическая, и технологическая информация.
В отдельную группу выделяют станки с цифровой индикацией и преднабором координат. В этих станках имеется электронное устройство для задания координат нужных точек (преднабором координат) и крестовый стол, снабженный датчиками положения, который дает команды на перемещение до необходимой позиции. При этом на экране высвечивается каждое текущее положение стола (цифровая индикация). В таких станках можно применять или преднабор координат или цифровую индикацию; исходную программу работы задает станочник.
В моделях станков с ПУ для обозначения степени автоматизации добавляется буква Ф с цифрой: Ф1-станки с цифровой индикацией и преднабором координат; Ф2-станки с позиционными и прямоугольными системами чпу; Ф3-станки с контурными системами ЧПУ и Ф4-станки с универсальной системой ЧПУ для позиционной и контурной обработки. Особую группу составляют станки, имеющие ЧПУ для многоконтурной обработки, например бесцентровые круглошлифовальные станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1).
Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая выдачу управляющих воздействий по заданной программе.
В международной практике приняты следующие обозначения: NC-ЧПУ; HNC-разновидность ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т.д.; SNS-устройство ЧПУ, имеющее память для хранения всей управляющей программы; CNC-управление автономным станком с ЧПУ, содержание мини-ЭВМ или процессор; DNS-управление группой станков от общей ЭВМ.
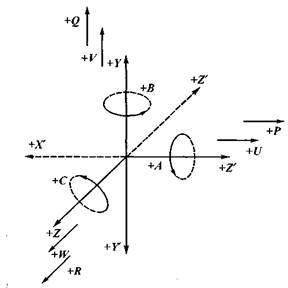
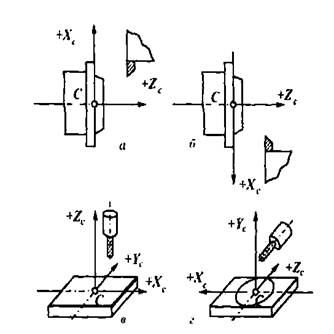
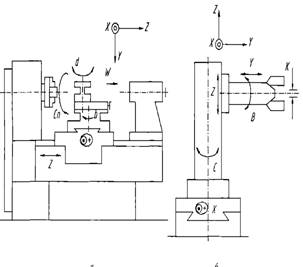
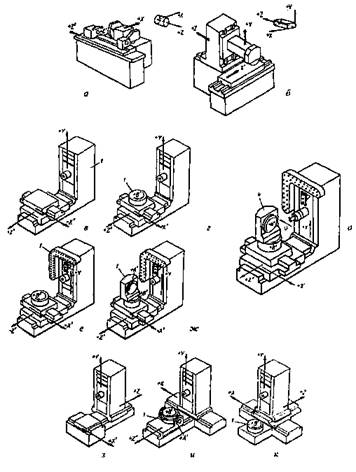
Для станков с ЧПУ стандартизованы направления перемещения и их символика. Стандартом ISO-R841 принято за положительное направление перемещения элемента станка считать то, при котором инструмент или заготовка отходят один от другого. Исходной осью (ось Z) является ось рабочего шпинделя. Если эта ось поворотная, то ее положение выбирают перпендикулярно плоскости крепления детали. Положительно направление оси Z-от устройства крепления детали к инструменту. Тогда оси X и Y расположены так, как это показано на рис.ЧПУ.1.
Использование конкретного вида оборудования с ЧПУ зависит от сложности изготовления детали и серийности производства. Чем меньше серийность производства, тем большую технологическую гибкость должен иметь станок.
При изготовлении деталей со сложными пространственными профилями в единичном и мелкосерийном производстве использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять в случае, если невозможно быстро изготовить оснастку. В серийном производстве также целесообразно использовать станки с ЧПУ. В последнее время широко используют автономные станки с ЧПУ или системы из таких станков в условиях переналаживаемого крупносерийного производства.
Принципиальная особенность станка с ЧПУ - это работа по управляющей программе (УП), на которой записаны цикл работы оборудования для обработки конкретной детали и технологические режимы. При изменении обрабатываемой на станке детали необходимо просто сменить программу, что сокращает на 80...90% трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением.
Основные преимущества станков с ЧПУ:
производительность станка повышается в 1,5...2,5 раза по сравнению с производительностью аналогичных станков с ручным управлением;
сочетается гибкость универсального оборудования с точностью и производительностью станка-автомата;
снижается потребность в квалифицированных рабочих станочниках, а подготовка производства переносится в сферу инженерного труда;
детали, изготовленные по одной программе, являются взаимозаменяемыми, что сокращает время пригоночных работ в процессе сборки;
сокращаются сроки подготовки и перехода на изготовление новых деталей благодаря предварительной подготовке программ, более простой и универсальной технологической оснастке;
снижается продолжительность цикла изготовления деталей и уменьшается запас незавершенного производства.
Похожие работы
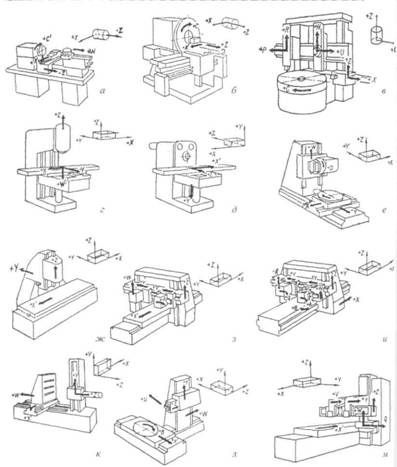
... с соответственно вертикальным и горизонтальным расположением шпинделя а) б) Рис. 3 – Компоновка токарного станка (а) и промышленного робота (б) с направлениями их осей и движений Рис. 4 – Обозначение осей координат и направлений перемещений на схемах станков с ЧПУ: а – токарно-револьверного; б – лоботокарного; в-токарно-карусельного; г – вертикально- ...





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
... и станции механизма уравновешивания, л/мин Г48–83 10…45 10…30 26 2.4 Техническое описание УЧПУ 2Р22 Назначение Устройство числового программного управления 2Р22 предназначено для управления металлообрабатывающими станками. По защищенности от воздействия окружающей среды, устройство предназначено для работы в механических цехах машиностроительных заводов в ...

... калибровки и настройки. 4 Нормативные ссылки 4.1 ГОСТ Р 8-82 Станки металлорежущие. Общие требования к испытаниям на точность. 4.2 ГОСТ Р 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров. 4.3 ГОСТ Р 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения. 4.4 ГОСТ Р 12.2.009 ...
0 комментариев