Навигация
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
30506
знаков
5
таблиц
9
изображений
3. РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
На радиально-сверлильных станках выполняют те же технологические операции, что и на вертикально-сверлильных, а именно: сверление отверстий в сплошном материале, рассверливание и зенкерование предварительно просверленных отверстий, зенкование торцовых поверхностей, развертывание отверстий, нарезание внутренней резьбы метчиками. С помощью специальных инструментов и приспособлений на радиально-сверлильных станках можно растачивать отверстия, канавки, вырезать отверстия большого диаметра в дисках из листового материала, притирать точные отверстия цилиндров, клапанов и т. д. Как видно из перечня технологических операций, радиально-сверлильные станки являются универсальными. Основное назначение их - обработка отверстий в крупных деталях в условиях единичного и мелкосерийного производства.
Принципиальное отличие от вертикально-сверлильных станков состоит в том, что при работе на них приходится перемещать обрабатываемую деталь относительно сверла, в радиально-сверлильных станках, наоборот, сверло перемещают относительно обрабатываемой детали. Это сделано не случайно, так как при обработке тяжелых деталей на их установку, выверку и закрепление требуется больше времени, чем на подвод сверла.
Шпиндель радиально-сверлильного станка легко можно перемещать как в радиальном направлении, так и по окружностям различных радиусов. Это дает возможность сверлить отверстия в любой точке участка детали, ограниченного двумя концентрическими секторами окружностей: одна из них образована радиусом наибольшего, а другая - наименьшего вылета шпинделя при круговом вращении рукава относительно колонны станка.
Благодаря своей универсальности радиально-сверлильные станки находят широкое применение - от ремонтного до машиностроительных цехов крупно-серийного производства.
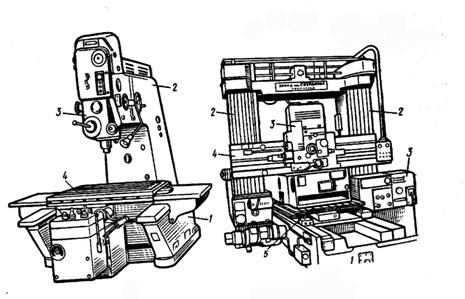
В промышленности применяют много различных типов радиально-сверлильных станков. Приведем некоторые из них (рис. 4).
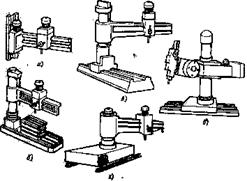
Рис 4. Типы радиально-сверлильных станков.
В настенном радиально-сверлильном станке отсутствуют плита и колонна (рис.4,а). Эти станки применяют для обработки стальных конструкций и прокатного или листового материала. Крупные котлы и резервуары обрабатывают на них с механическим вертикальным перемещением рукава.
Радиально-сверлильный станок общего назначения показан на рис.4 (б). Обрабатываемую заготовку устанавливают на плите или на столе. Шпиндель станка занимает вертикальное положение и может перемещаться в трех направлениях: вокруг оси колонны, по радиусам этой окружности и вертикально - вдоль своей оси.
На рис. 4(в) показан радиально-сверлильный станок с колонной, перемещающейся по направляющим станины. Такие станки предназначены для обработки тяжелых труднотранспортируемых и громоздких деталей.
Радиально-сверлильный станок (рис.4,г) может быть смонтирован на самоходной тележке, которая перемещается с помощью электропривода по нормальной железнодорожной колее.
На рис. 4(д) показан радиально-сверлильный переносный станок, применяемый для обработки отверстий в крупных корпусных стальных и чугунных отливках. Такие станки широко применяют в тяжелом машиностроении, на судостроительных заводах.
Перемещение колонны по станине, вертикальное и горизонтальное перемещение рукава осуществляют механически. Зажим колонны, рукава и салазок на станине производят гидравлически.
Радиально-сверлильные станки имеют широкий диапазон частот вращения и большое число скоростей шпинделя и механических подач при высокой мощности главного привода. Вспомогательное время при работе на радиально-сверлильных станках достаточно велико. Для его уменьшения станки снабжают механизмами с минимальным временем переключения частот вращения шпинделя и изменения величины подачи. Органы управления станком сосредоточивают в одном месте -на сверлильной (шпиндельной) головке. Включение и реверсирование вращения шпинделя осуществляют многодисковой фрикционной муфтой, а изменение скоростей и подач - гидравлическим преселективным управлением. Система предохранительных устройств исключает поломки станка вследствие его перегрузки.
3.1 РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2М55
Cтанок радиально сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
| Техническая характеристика станка мод. 2Н135 | |
| Наибольший условный диаметр сверления, мм | 50 |
| Вылет шпинделя, мм | 410-1600 |
| Расстояния от торца вертикального шпинделя до фундаментальной плиты, мм | 450-1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву. | 1190 |
| Наибольшее вертикальное перемещение: | |
| Шпинделя.. | 350 |
| Рукава на колонне.. | 800 |
| Число скоростей шпинделя.. | 21 |
| Частота вращения шпинделя, об/мин. | 20-2000 |
| Число ступеней механических подач. | 12 |
| Подача шпинделя, мм/об.. | 0,056-2,5 |
| Мощность электродвигателя привода главного движения, кВт | 5,5 |
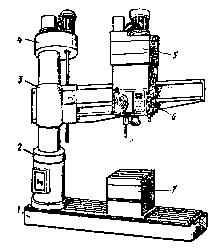
Основные узлы станка: 1- фундаментальная плита, 2- цоколь, 3- рукав, 4 – механизм подьема, 5 – шпиндельная головка, 6 – пульт управления, 7 – стол для закрепления заготовки.
Рукав станка со сверлильной (шпиндельной) головкой смонтирован на колонке и может перемещаться по ней с помощью механизма подъема установленного на верхнем торце колонны. Управление станком осуществляют с пульта. Сверлильная (шпиндельная) головка выполнена в виде отдельного агрегата, в котором смонтированы следующие элементы: коробка скоростей и подач, механизм подач, шпиндель с противовесом, механизм управления 6 коробкой скоростей и подач и др. Ее вручную перемещают по направляющим. В нужном положении шпиндельную головку фиксируют механизмом зажима. В фундаментальной плите имеется бак, установлена насосная установка для подачи охлаждающей жидкости к режущему инструменту. На фундаментальной плите расположен стол для закрепления и обработки на нем заготовок небольшого размера. Если деталь имеет большие размеры, то ее закрепляют на плите.
Станок имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д. Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления. Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Похожие работы



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...
... Применяя специальные приспособления и инструменты, можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д. Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса. На сверлильных станках ...
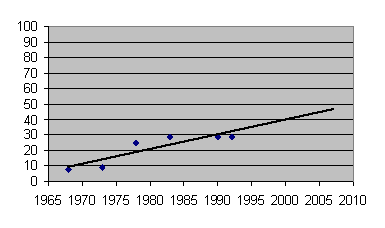
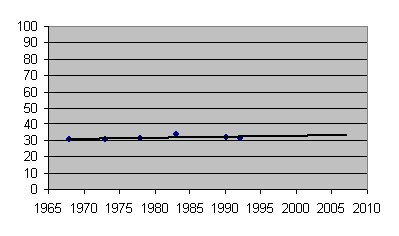
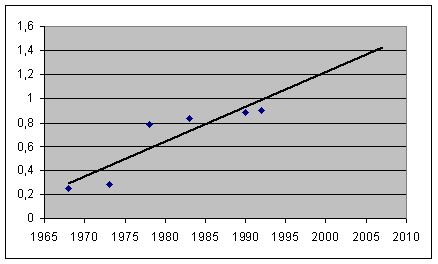
... находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 30 м2/м. 3. Перспективы дальнейшего развития координатно-расточных станков Модернизация КРС В настоящее время в российской промышленности имеется большой парк морально и физически устаревших координатно-расточных станков моделей 2А450, 2Д450, 2Е450 и их ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
0 комментариев