Навигация
Анализ процесса резания как ОУ
14246
знаков
1
таблица
17
изображений
2 Анализ процесса резания как ОУ
Анализ процесса резания как объекта управления осуществляется в несколько этапов.
Определение состава выходных координат ОУ. В качестве выходной координаты можно принять температуру в зоне резания, параметры стружки, силу резания, износ инструмента, уровень шероховатости обработанной поверхности и т.д.
Выбор выходной координаты, количественно определяющей качество хода ПР. В качестве выходной координаты примем температуру в зоне резания, т.к. при оптимальной температуре резания происходит минимальный износ инструмента, что обеспечивает высокое качество ПР.
Выполнение математического описания ОУ. Уравнение ![]() ,
, ![]() (1) определяет связь между выходной координатой
(1) определяет связь между выходной координатой ![]() и воздействиями
и воздействиями ![]() ,
, ![]() ,
, ![]() .
.
Определение ограничений, в условии которых должен производиться ПР. Таким ограничением является скорость, которая может регулироваться только вниз от номинальной, т.е. уменьшаем входную координату ПР.
Определение состава управляющих координат. На ОУ оказывают влияние скорость резания ![]() , глубина резания
, глубина резания ![]() , подача
, подача ![]() .
.
Выбор управляющей координаты, оказывающей самое эффективное воздействие на выходную координату. Из уравнения (1) следует, что эффективнее всего на температуру воздействует скорость резания (0,384>0,132>0,098), поэтому ![]() – управляющая координата.
– управляющая координата.
Определение состава возмущений. Изменение величины припуска ![]() в пределах
в пределах ![]() вызывает отклонение температуры в зоне резания. Величина
вызывает отклонение температуры в зоне резания. Величина ![]() так же является возмущением, т.к. она колеблется из-за напряжения сети на (
так же является возмущением, т.к. она колеблется из-за напряжения сети на (![]() )
)![]() заданного.
заданного.
Определение диапазона изменения возмущений.
![]() изменяется в пределах от 1,3 до 1,7 мм, т.е.
изменяется в пределах от 1,3 до 1,7 мм, т.е. ![]() мм.
мм.
![]() колеблется на (
колеблется на (![]() )
) ![]() заданного, т.е.
заданного, т.е. ![]() изменяется в пределах от 0,0825 до 0,1375 мм/об, поэтому
изменяется в пределах от 0,0825 до 0,1375 мм/об, поэтому ![]() мм/об.
мм/об.
Определение отклонения выходной координаты при совместном действии возмущений. Температура в зоне резания изменяется в следующих пределах:
![]() ,
,![]()
![]() ,
,![]()
![]() ,
,![]()
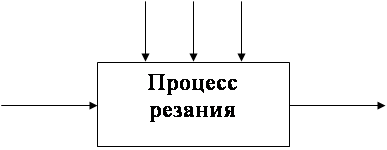
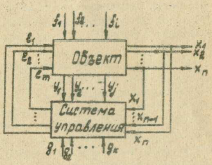
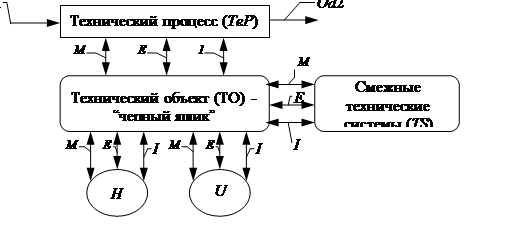
Так образом процесс резания как ОУ можно представить в виде следующего «черного ящика»:
![]()
![]()
![]()
![]()
Рис. 1 Модель процесса резания
3 Определение структуры основного контура системы
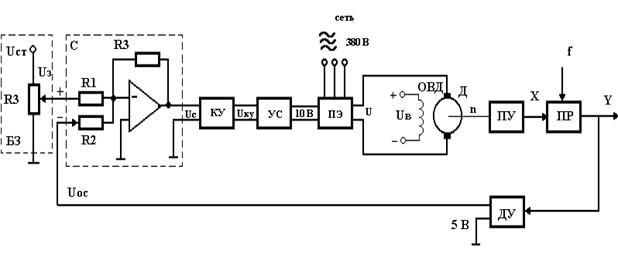 |
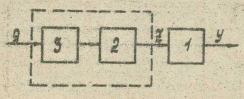
Схема взаимодействия электропривода и процесса резания приведена на рис. 1:
Рис. 2 Функциональная схема системы автоматического регулирования (САР) выходной координаты
САР регулирует выходную координату процесса резания с заданной точностью. Процесс резания на схеме обозначен функциональным блоком ПР, управляющая координата ПР обозначена – ![]() , возмущающее воздействие –
, возмущающее воздействие – ![]() . ПУ – передаточное устройство, это механическая система, преобразующая механическую энергию вала двигателя в механическую энергию управляющего воздействия процесса резания. ПУ является линейным звеном. С точки зрения динамики является апериодическим звеном первого порядка с постоянной времени
. ПУ – передаточное устройство, это механическая система, преобразующая механическую энергию вала двигателя в механическую энергию управляющего воздействия процесса резания. ПУ является линейным звеном. С точки зрения динамики является апериодическим звеном первого порядка с постоянной времени ![]() . Двигатель Д преобразует электрическую энергию в механическую энергию вращения вала. Двигатель является машиной постоянного тока с независимым возбуждением. Возбуждение машины осуществляется обмоткой ОВД. Поток возбуждения в процессе регулирования не изменяется и остается равным его номинальному значению. Регулирование скорости двигателя осуществляется изменением напряжения якоря U.
. Двигатель Д преобразует электрическую энергию в механическую энергию вращения вала. Двигатель является машиной постоянного тока с независимым возбуждением. Возбуждение машины осуществляется обмоткой ОВД. Поток возбуждения в процессе регулирования не изменяется и остается равным его номинальному значению. Регулирование скорости двигателя осуществляется изменением напряжения якоря U.
ПЭ – преобразователь электрической энергии, преобразует электрическую энергию промышленной сети трехфазного переменного тока в электрическую энергию постоянного тока и регулирует величину выходного напряжения U, питающего цепь якоря двигателя Д. Преобразователь электрической энергии является линейным звеном. Выходное напряжение U равно номинальному значению при напряжении управления 10 В. С точки зрения динамики процесса ПЭ представляет собой апериодическое звено второго порядка с постоянными времени ![]() и
и ![]() .
.
УС – усилитель, является безынерционным звеном, усиливает напряжение, поступающее от корректирующего устройства
КУ – корректирующее устройство, корректирует динамические свойства САР. Статический коэффициент передачи КУ равен 1.
БЗ – блок задания. Блоком задания задается напряжение ![]() , его величина определяет величину задания выходной координаты САР. БЗ содержит в себе источник стабилизированного напряжения
, его величина определяет величину задания выходной координаты САР. БЗ содержит в себе источник стабилизированного напряжения ![]() и резистор R3.
и резистор R3. ![]() В.
В.
ДУ – измерительная система выходной координаты процесса резания. С точки зрения динамики представляет собой апериодическое звено первого порядка с постоянной времени ![]() . При номинальном значении выходной координаты выдаёт напряжение
. При номинальном значении выходной координаты выдаёт напряжение ![]() В.
В.
С – сумматор на базе операционного усилителя и на резисторах R1, R2, R3. Является безынерционным звеном с коэффициентом передачи равным 1. Суммирование осуществляется по алгоритму ![]() .
.
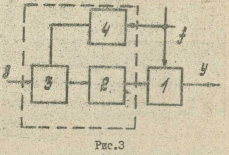
Функциональная схема САР представлена на рис.3:
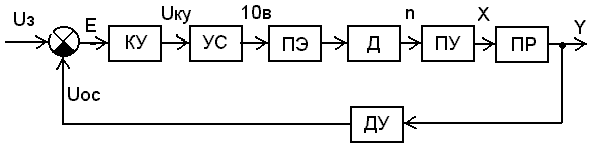
Рис. 3 Функциональная схема САР
По алгоритму функционирования данная САР является следящей. В ней выходная величина – температура в области резания – регулируется с заданной точностью при изменении напряжения на входе, т.е. система управляет выходной координатой. На вход системы подается напряжение ![]() , соответствующее заданной температуре в области резания. Это напряжение сравнивается с напряжением
, соответствующее заданной температуре в области резания. Это напряжение сравнивается с напряжением ![]() , поступающим с датчика обратной связи – например, естественной термопары. Если существует ненулевая разница этих напряжений – ошибка регулирования
, поступающим с датчика обратной связи – например, естественной термопары. Если существует ненулевая разница этих напряжений – ошибка регулирования ![]() , то она с соответствующим знаком поступает на КУ, УС, ПЭ. ПЭ таким образом меняет напряжение на своем выходе, чтобы свести ошибку регулирования путем изменения скорости вращения двигателя к минимуму или нулю. Если на систему действуют возмущения, то система с обратной связью будет компенсировать эти возмущения, поддерживая температуру в области резания постоянной.
, то она с соответствующим знаком поступает на КУ, УС, ПЭ. ПЭ таким образом меняет напряжение на своем выходе, чтобы свести ошибку регулирования путем изменения скорости вращения двигателя к минимуму или нулю. Если на систему действуют возмущения, то система с обратной связью будет компенсировать эти возмущения, поддерживая температуру в области резания постоянной.
Найдем передаточные функции для элементов схемы.
Преобразователь энергии (ПЭ). С точки зрения динамики процесса ПЭ представляет собой апериодическое звено второго порядка с постоянными времени ![]() и
и ![]() . Его передаточная функция имеет вид:
. Его передаточная функция имеет вид:
![]() ,
,
где ![]()
![]()
![]()
Передаточное устройство (ПУ). ПУ является линейным звеном. С точки зрения динамики является апериодическим звеном первого порядка с постоянной времени ![]() , тогда:
, тогда:
![]() ,
,
где ![]() и
и ![]()
![]()
![]()
Датчик обратной связи (ДУ). Является апериодическим звеном первого порядка с постоянной времени ![]() , тогда:
, тогда:
![]() ,
,
где ![]() и
и ![]()
![]()
![]()
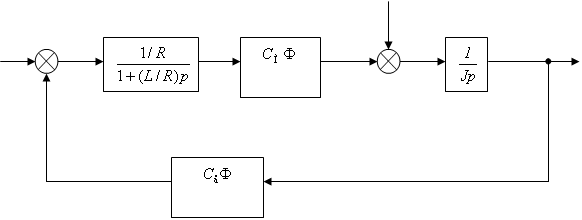
Двигатель (Д).
![]()
![]()
![]()
![]()
![]()
Ь ![]()
![]()
![]()
Электрический двигатель состоит из двух частей: электрической и механической.
![]()
![]() А
А
![]() кг*м2
кг*м2
![]() рад/с
рад/с
![]() В*с/рад
В*с/рад
![]()
![]()
![]() Н*м
Н*м
![]() Н*м/А
Н*м/А


Процесс резания (ПР). Описывается уравнением ![]() ,
, ![]() .
.
![]() мм
мм
![]() ,
,![]() (2)
(2)
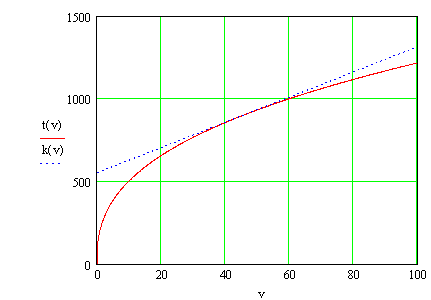
Линеаризуем эту зависимость. Составим уравнение касательной к уравнению (2) в точке ![]() м/мин, которое имеет вид:
м/мин, которое имеет вид:
![]() ,
,
где ![]()
![]()
![]()
![]() ,
,![]()
Линеаризовав, получили уравнение касательной ![]() ,
,![]() , где
, где ![]() – тангенс угла наклона касательной в рабочей точке,
– тангенс угла наклона касательной в рабочей точке, ![]() – отклонение касательной от начала координат.
– отклонение касательной от начала координат.
![]()
![]() , м/мин
, м/мин
![]()
Усилитель (УС). Является безынерционным звеном, его передаточную функцию находим из условия:
![]() ,
,
где ![]() находим из условия:
находим из условия: ![]() ,
,
где ![]() и
и ![]()
![]()
![]()
![]()
![]()
Корректирующее устройство (КУ).
Для того, чтобы обеспечить требуемые свойства в качестве КУ выберем ПИ-регулятор, передаточная функция которого в общем виде имеет вид:
![]()
Таким образом, передаточная функция КУ имеет вид:
![]()
Таким образом структурная схема процесса резания имеет следующий вид:
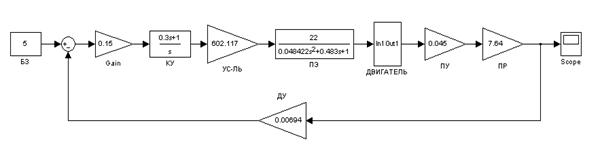
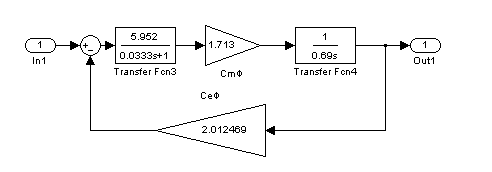
где subsystem «ДВИГАТЕЛЬ»:
Переходный процесс данной системы представляет следующий вид:
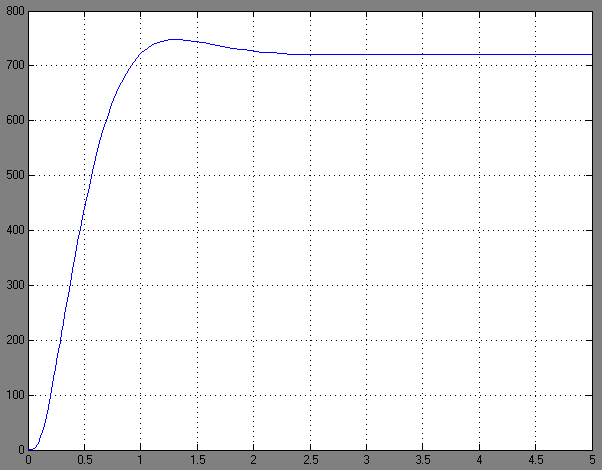
Перерегулирование:
![]()
Похожие работы
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
... . Структура дипломной работы: дипломная работа состоит из введения, 2 глав, заключения, библиографического списка, приложения. Глава I. Теоретические основы научно-технического творчества в системе технологической подготовки Творчество - проблема XX века и одна из ключевых проблем современной педагогики. Ее актуальность обусловлена двумя главными чертами: социальным заказом на воспитание ...

... функциональных возможностей; - улучшение эргономических качеств; - улучшение эстетических качеств; - повышение чувствительности, точности, стабильности, диапазона. Цели и задачи автоматизации производственных систем Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев