Навигация
Анализ устойчивости скорректированной системы
14246
знаков
1
таблица
17
изображений
5 Анализ устойчивости скорректированной системы
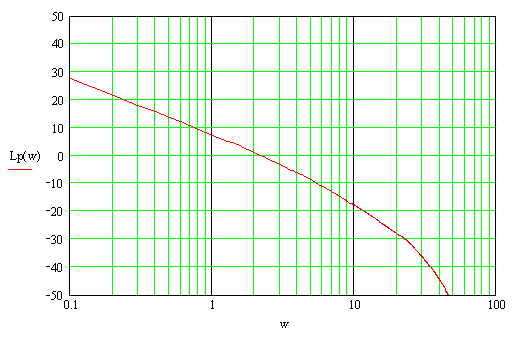
ЛАХ имеет вид:
ЛФХ имеет вид:
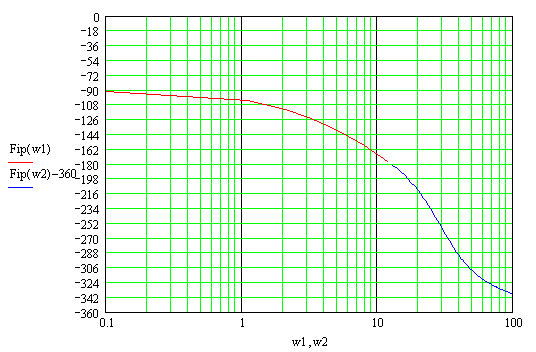
Из графиков видно, что САР является устойчивой, так как ЛФХ пересекает ![]() позже, чем ЛАХ пересекает 0 (логарифмический критерий устойчивости). Система имеет запасы устойчивости по фазе
позже, чем ЛАХ пересекает 0 (логарифмический критерий устойчивости). Система имеет запасы устойчивости по фазе ![]() , по модулю
, по модулю ![]() дБ.
дБ.
6 Построение АдСУ
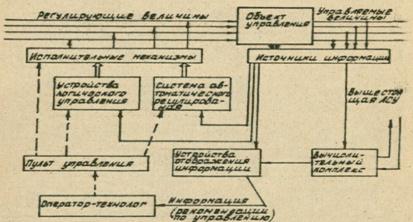
Процессы механообработки, как и большинство других технологических процессов, подвержены существенным внутренним и внешним сигнальным и параметрическим возмущениям. Одним из эффективных подходов к построению систем управления такими процессами является реализация их в классе адаптивных систем.
При точении большинства конструкционных сталей и сплавов показатели степени имеют значение: ![]() ;
; ![]() ;
; ![]() . При практически применяемых скоростях резания для этих материалов значение термоЭДС Е лежит в пределах 10-30 мВ, т.е.
. При практически применяемых скоростях резания для этих материалов значение термоЭДС Е лежит в пределах 10-30 мВ, т.е. ![]() .
.
Приняв практически возможные пределы ![]() ;
; ![]() ;
; ![]() ;
; ![]() . При
. При ![]() ;
; ![]() получим изменение коэффициента усиления процесса резания:
получим изменение коэффициента усиления процесса резания:

Таким образом, коэффициент передачи процесса резания может изменяться более чем в 100 раз. Кроме рассмотренных факторов на изменение КПР могут оказывать влияние и другие факторы: изменение условий среды, в которой происходит обработка (изменение свойств СОЖ), изменение физико-химических свойств обрабатываемого и инструментального материала.
При таких вариациях коэффициента передачи процесса резания обычные САУ температурой резания с постоянными параметрами корректирующих и управляющих элементов не смогут обеспечить требуемые условия точности в изменяющихся условиях процесса резания.
Для обеспечения требуемых свойств системы необходимо синтезировать АдСУ, инвариантную к изменению коэффициента передачи объекта управления.
Инвариантность к изменению коэффициента передачи объекта управления можно обеспечить введением в основной контур управления сигнала, обратно пропорционального изменению этого коэффициента. Применим систему с эталонной моделью. В данном случае АдСУ по типу контура адаптации – с замкнутым контуром адаптации; по способу адаптации – с прямой адаптации (т.к. мы знаем математическую модель процесса резания); по характеру настройки основного контура системы – СНС.
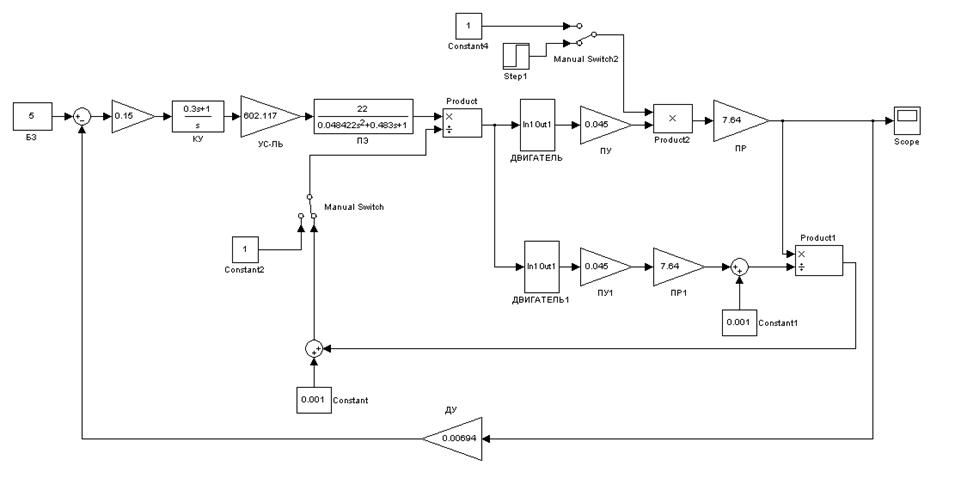
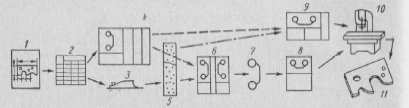
Структурная схема синтезированной адаптивной системы управления процессом резания приведена на следующей странице.
Адаптивная система управления процессом резания
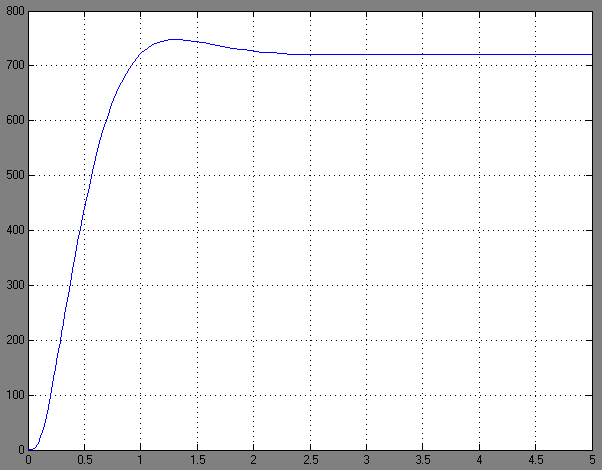
При отсутствии возмущений и выключенном контуре адаптации:
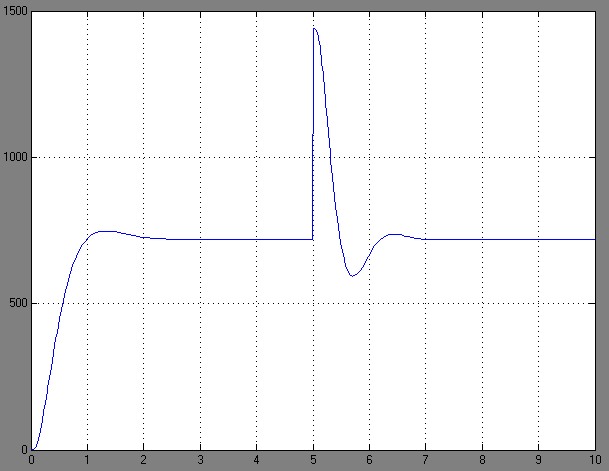
При увеличении KПР в 2 раз на 5 секунде и отключенном контуре адаптации:
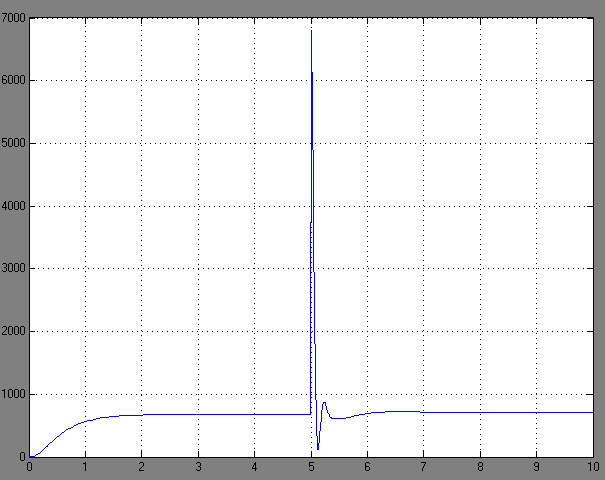
При увеличении KПР в 2 раз, включенных возмущениях на 5 секунде и включенном контуре адаптации:

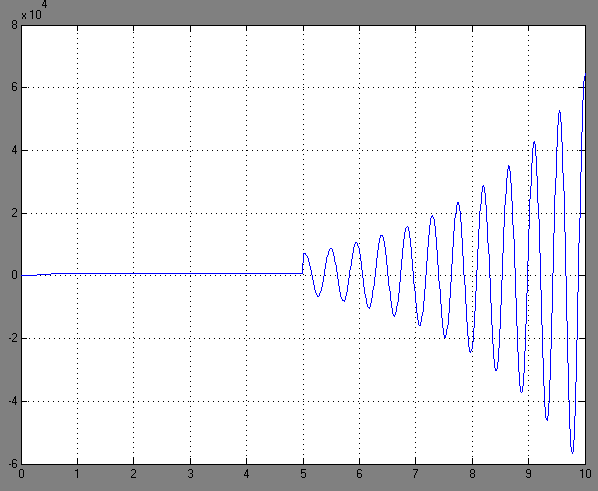
При увеличении KПР в 10 раз на 5 секунде и отключенном контуре адаптации:
При увеличении KПР в 10 раз, включенных возмущениях на 5 секунде и включенном контуре адаптации:
Заключение
В ходе данной курсовой работы была синтезирована адаптивная систему управления процесса резания по температуре. Проанализировав полученные в результате моделирования на ЭВМ в пакете MatLab переходные процессы, выяснили, что система при введении возмущения и при отключенном контуре адаптации становится неустойчивой. При подключении контура адаптации система не теряет устойчивость, а возвращается в исходное состояние, скачкообразные возмущения быстро отрабатываются.
Похожие работы
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
... . Структура дипломной работы: дипломная работа состоит из введения, 2 глав, заключения, библиографического списка, приложения. Глава I. Теоретические основы научно-технического творчества в системе технологической подготовки Творчество - проблема XX века и одна из ключевых проблем современной педагогики. Ее актуальность обусловлена двумя главными чертами: социальным заказом на воспитание ...

... функциональных возможностей; - улучшение эргономических качеств; - улучшение эстетических качеств; - повышение чувствительности, точности, стабильности, диапазона. Цели и задачи автоматизации производственных систем Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев