Навигация
Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок
14958
знаков
0
таблиц
2
изображения
Семестровое задание
по курсу: Основы автоматики и автоматизации металлургических процессов
тема: «Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок»
Содержание
Введение
1. Описание технологического процесса
1.1 Объект переработки
1.2 Основные координатные возмущения
1.3 Математическая модель процесса
2. Описание управляемого объекта
2.1 Описание элементов гидропривода уравнениями типовых динамических звеньев
2.2 Кинематическая схема гидропривода стопорного затвора
2.3 Разработка функциональной схемы
3. Выбор датчиков технологических измерений и преобразователей сигналов
4. Расчет динамических характеристик и передаточных коэффициентов элементов системы
5. Выбор принципа регулирования
6. Определение передаточной функции по каналу управления и построение структурной схемы
7. Оценка устойчивости системы автоматического регулирования
Литература
Введение
Целью данной работы является закрепление знаний и приобретение умения и навыков описания процессов, происходящих в системах автоматического регулирования.
Объект изучения: Кристаллизатор и промежуточный ковш МНЛЗ.
Регулирование уровня металла в кристаллизаторе имеет первостепенное значение для процесса непрерывной разливки, так как качество слитков в большой степени зависит от точности регулирования. Этот уровень в процессе разливки должен находиться в довольно узких заданных пределах, что обусловлено следующими причинами возникновения аварийных ситуаций: превышение уровня может привести к переливу металла через верх кристаллизатора; понижение уровня ниже допустимого предела приводит к получению в пределах кристаллизатора тонкой корочки слитка, ее разрыву и прорыву жидкого металла под кристаллизатором. Значительные колебания жидкого металла нарушают также стабильность охлаждения слитка в кристаллизаторе, изменяют условия кристаллизации и сказываются на качестве непрерывнолитого слитка.
Способ непрерывного литья заготовок является одним из наиболее важных достижений металлургии ХХ века и за сравнительно короткий период времени получил самое широкое распространение в мировом сталеплавильном производстве. Сейчас примерно 40% мировой выплавки стали разливается на машинах непрерывного литья заготовок (МНЛЗ).
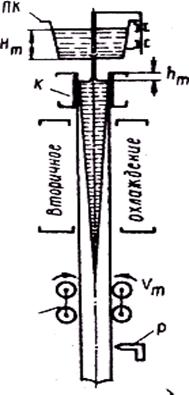
Принцип непрерывной разливки заключается в том, что жидкую сталь из ковша заливают в интенсивно охлаждаемую сквозную форму прямоугольного или квадратного сечения – кристаллизатор, где происходит частичное затвердевание непрерывно-вытягиваемого слитка, дальнейшее его затвердевание происходит при прохождении зоны вторичного охлаждения. Процесс непрерывного литья позволяет получать заготовки (после резки) для прокатных станов, а также его можно совместить с непрерывной прокаткой в одном агрегате.
Основные преимущества непрерывного литья стали по сравнению с разливкой в изложницы:
– повышенный выход годной стали за счёт меньшей обрези головной и донной части слитков на 6÷12%;
– нет необходимости в большом парке изложниц и сталеразливочных тележек;
– нет необходимости в применении стрипперных кранов и стационарных машин для извлечения слитков из изложниц, установок для охлаждения и подготовки составов с изложницами под разливку, в установке центровых и поддонов, а также блюмингов и слябингов, а в ряде случаев и заготовочных станов;
– снижаются эксплуатационные расходы и затраты электроэнергии, повышается выход годного металла вследствие минимальных потерь металла в скрап, ликвидации литников, резкого уменьшения расхода металла на обрезь в прокатных цехах и т. д.;
– значительно повышается качество металла вследствие уменьшения поверхностных пороков и улучшения структуры слитка.
– процесс непрерывного литья поддается полной автоматизации.
Существует пять основных типов МНЛЗ:
1) вертикальные;
2) вертикальные с изгибом слитка;
3) радиальные;
4) криволинейные;
5) горизонтальные.
1. Описание технологического процесса
Работа МНЛЗ происходит следующим образом. Для подготовки к литью качающийся рольганг из горизонтального положения переводят в верхнее наклонное и цепным механизмом затравку подают на рольганг задающей машины. Перемещают машину к кристаллизатору и вводят в него затравку, одновременно вращая ролики приводной проводки. Головку затравки устанавливают так, чтобы она образовала временное дно у кристаллизатора. Ковш со сталью после продувки аргоном устанавливают краном на сталеразливочный стенд. Промежуточный ковш, предварительно нагретый на стенде газовыми горелками, перемещают тележкой в рабочее положение над кристаллизаторами по пути, перпендикулярному оси МНЛЗ. Поворотом несущей балки сталеразливочного стенда ковш с металлом переводят из резервного положения в рабочее над промежуточным ковшом. Открывают шиберный затвор сталеразливочного ковша и заполняют промежуточный ковш металлом на определенную высоту. После этого открывают затвор промежуточного ковша и наполняют кристаллизатор металлом до рабочего уровня. Включают механизм качания кристаллизатора и привод роликовой проводки. Начинается процесс литья. О количестве металла, находящегося в сталеразливочном и промежуточном ковшах, судят по показаниям приборов электронных весоизмерительных систем, которыми оборудованы сталеразливочный стенд и тележка для промежуточного ковша. После выхода затравки из роликовой проводки она отсоединяется от слитка гидравлическим механизмом и по качающемуся рольгангу, находящемуся в нижнем наклонном положении, перемещается вверх. После этого рольганг с затравкой переводят в горизонтальное положение до следующего цикла литья.
На пути движения в роликовой проводке слиток подвергается интенсивному охлаждению водой, подаваемой форсунками. Правка слитка производится на начальном участке тянуще-правильной машины. Непрерывно вытягиваемый слиток поступает к машине газовой резки, которая режет слиток на мерные длины, двигаясь вместе с ним. Заготовки уборочным рольгангом либо подают на тележку-рольганг для дальнейшего передела, либо снимают с рольганга уборочным краном и складируют в штабеля.
Техническая характеристика МНЛЗ:
Вместимость сталеразливочного ковша, т…………………350
Размеры сляба, мм:
толщина……………………………………………….200-300
ширина………………..............................................1000-2500
Скорость литья, м/мин…………………………………...1,0-2,5
Продолжительность разливки ковша, мин……………....35-45
Годовая производительность, млн/т…………………….…..2,0
1.1 Объект переработки
Объектом переработки является жидкий металл. Основные технологические свойства: температура металла в пром. ковше Т = 1595 ± 5 °С (для нержавеющей стали)
1.2 Основные координатные возмущения
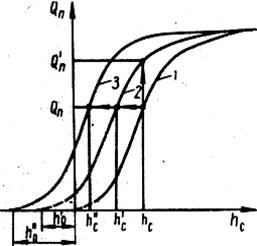
Основными координатными возмущениями, оказывающими влияние на процесс разливки является скорость вытягивания слитка, износ стакана в промежуточном ковше, остывание металла, а следовательно, повышение вязкости и динамические отклонения стопора от установившегося значения. Но так как температура изменяется очень плавно и в малом диапазоне, данное координатное возмущение незначительно. Наиболее важным и основным возмущением является износ донного стакана в пром. ковше, так как его состояние в каждый момент времени контролировать невозможно.
Похожие работы
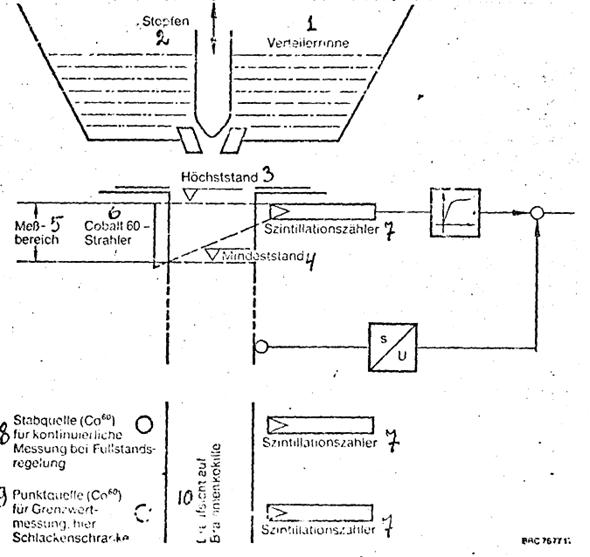
... и тянущей клетью показывает, что правильным и возможным для реализации универсальности является применение вариантных решений проектирования с использованием типовой аппаратуры. Способы измерения уровня жидкого металла в кристаллизаторе МНЛЗ В последнее время разработаны новые методы непрерывной разливки стали, в соответствии с которыми разливаемый металл до образования наружной корки не ...
... производством. 15. Управление социальными объектами. 16. Центральная заводская лаборатория качества. 17. Аграрный комплекс. 2. Электросталеплавильный цех №2 ОАО "КМК" ЭСПЦ-2 введен в эксплуатацию в 1981 г. проектной мощностью 500 тыс. тонн стали в год. Цех состоит из двух отделений: электропечного и отделения непрерывной разливки стали (см. рис.1). Электропечное ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
... нержавеющей листовой стали включает термическую обработку горячекатаных полос, травление, холодную прокатку, термическую обработку холоднокатаных полос, травление холоднокатаных полос, дрессировку, порезку полос на листы, сортировку и упаковку. Рисунок 6. Прокатный стан кварто-1700: 1 – бумагомоталка; 2 – разматыватель; 3 – правильная машина; 4 – натяжные барабаны; 5 – клеть кварто-1700; 6 – ...
0 комментариев