Навигация
Математическая модель процесса
14958
знаков
0
таблиц
2
изображения
1.3 Математическая модель процесса
Постоянный уровень металла в кристаллизаторе (hкр = const) обеспечивается путём изменения подачи металла в кристаллизатор стопорным затвором промежуточного ковша при постоянной скорости вытягивания слитка.
Изменение объёма металла в кристаллизаторе, который при неизменном уровне должен быть величиной постоянной для промежутка времени Dt, может быть записано в виде [4]:
DQме Dt/ρме – Dhкр Fкр = 0 (1)
где DQме – изменение интенсивности подачи, м3/с;
Dt – отрезок времени, с;
ρме – плотность металла, кг/м3;
Dhкр – изменение уровня металла в кристаллизаторе, м;
Fкр – площадь живого сечения кристаллизатора, м2.
Из (1) получим:
![]() (2)
(2)
Переходя к пределу при Dt®0, можно записать
![]() , (3)
, (3)
где
k = ![]() .
.
Dhkp . Fkp = DQ ® Dh = ![]()
Уравнение (3) – дифференциальное уравнение кристаллизатора МНЛЗ. Входной величиной при этом является x(t) = DQме, а выходной – уровень y(t) = hкр, т.е. можно уравнение (3) записать в общем виде:
![]() (4)
(4)
Подача металла в кристаллизатор в зависимости от перемещения стопора определяется из выражения [4]:
Q = μfxρ![]() , (5)
, (5)
где fx – текущее значение проходного сечения, зависящее от высоты подъёма стопора, м2;
g – ускорение свободного падения, м/сек2;
h – уровень металла в пром. ковше, принимаемый равным 500 мм;
μ – коэффициент расхода, принятый, согласно эксперимантальным данным, равным 0,5;
ρ – плотность разливаемого металла, кг/м3.
2. Описание управляемого объекта
Управляемым объектом является стопорный затвор пром. ковша МНЛЗ, имеющий гидропривод, состоящий из гидравлического цилиндра короткого хода, золотникового клапана, самого стопора и провода, подводящегося от магистрали насосной установки к золотниковому клапану. Для осуществления задачи автоматической системы регулирования уровня металла в кристаллизаторе, на стенке кристаллизатора выведены и зачеканены горячие спаи термопар.
2.1 Описание элементов гидропривода уравнениями типовых динамических звеньев
Стопор, гидроцилиндр и термопара являются апериодическими звеньями, так как они инерционные. Передаточные функции для них можно записать в виде [1]:
![]() , (6)
, (6)
где Кi – коэффициент передачи;
Тi – постоянная времени;
р – оператор Лапласа.
Передаточная функция термопары:
Wт = ![]()
Передаточная функция гидроцилиндра:
Wгц = ![]()
Передаточная функция стопора:
Wст = ![]()
Кристаллизатор, золотниковый клапан и преобразовательные устройства ПУ1 и ПУ2 являются безынерционными звеньями, так как постоянная времени несоизмеримо мала по сравнению с другими элементами системы, следовательно, быстродействие несоизмеримо выше, поэтому их постоянную времени принимаем равную 0. Передаточные функции этих устройств имеют вид:
![]() , (7)
, (7)
где Кj – коэффициент передачи.
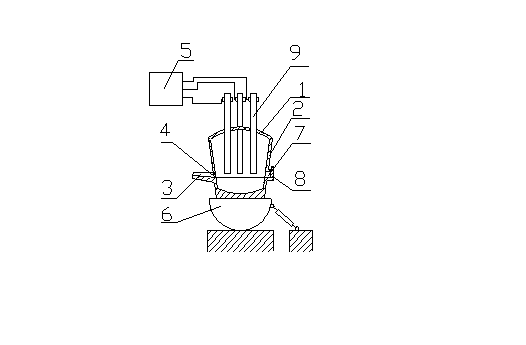
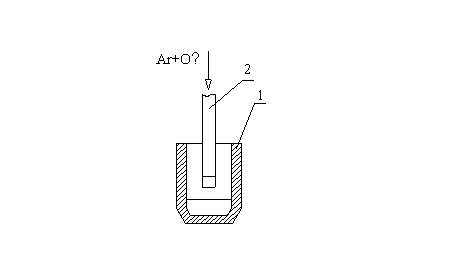
2.2 Кинематическая схема гидропривода стопорного затвора
Кинематическая схема гидропривода стопорного затвора – см. рисунок 1.
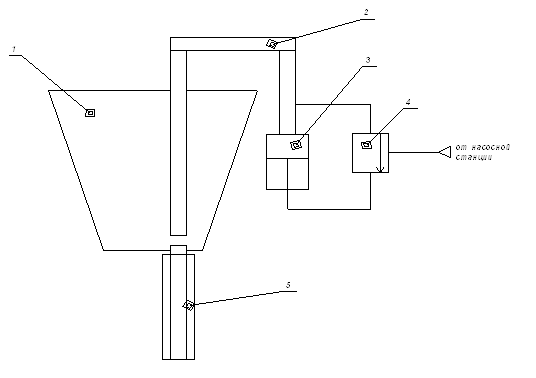
Рисунок 1. Кинематическая схема гидропривода стопорного затвора: 1 – промежуточный ковш МНЛЗ, 2 – стопор, 3 – гидроцилиндр, 4 – золотниковый клапан, 5 – кристаллизатор
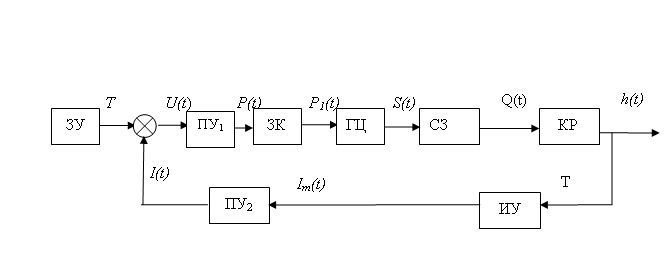
Рисунок 2. Функциональная схема системы регулирования:
ЗУ – Задающее устройство;
ЗК – Золотниковый клапан;
ГЦ – Гидравлический цилиндр;
СЗ – Стопорный затвор;
КР – Кристаллизатор;
ИУ – Измерительное устройство;
ПУ1, ПУ2, – Преобразующее устройство.
3. Выбор датчиков технологических измерений и преобразователей сигналов
Измерительное устройство
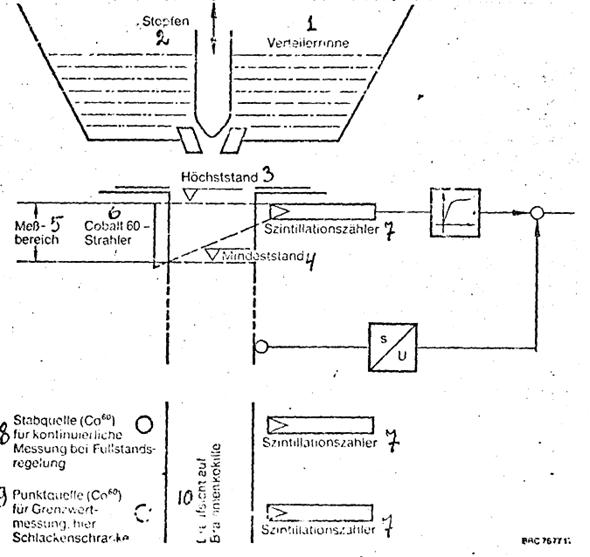
Для данной системы регулирования уровня металла в кристаллизаторе МНЛЗ в качестве измерительного устройства целесообразно применить термопары, смонтированные в рабочих стенках на 10 уровнях от верхнего торца. Эта система даёт точность измерения уровня металла, равную ±6 мм, а её инерционность составляет £1 с.
Ток на термопаре в момент измерения температуры [6]:
I = 10-9 A,
ЭДС = 10 мВ.
Диапазон измеряемых температур составляет 0÷600°С.
Выбираем Хромель-копелевую термопару марки ТХК-146, сталь Х18Н10Т, общая длина 500 мм [5].
Преобразовательное устройство ПУ1 – для преобразования сигнала управления гидроприводом стопорного затвора.
Преобразовательное устройство ПУ2 – для преобразования и усиления сигнала от термопары.
Для данной системы регулирования подходит преобразовательное устройство марки П9701, с рабочим током 20 мА [5].
Похожие работы
... и тянущей клетью показывает, что правильным и возможным для реализации универсальности является применение вариантных решений проектирования с использованием типовой аппаратуры. Способы измерения уровня жидкого металла в кристаллизаторе МНЛЗ В последнее время разработаны новые методы непрерывной разливки стали, в соответствии с которыми разливаемый металл до образования наружной корки не ...
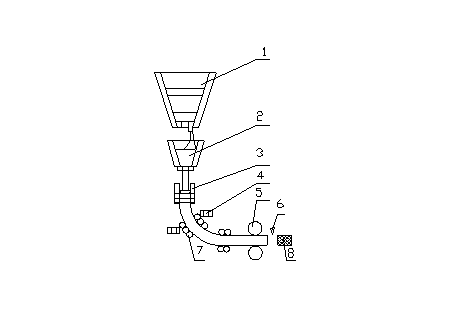
... производством. 15. Управление социальными объектами. 16. Центральная заводская лаборатория качества. 17. Аграрный комплекс. 2. Электросталеплавильный цех №2 ОАО "КМК" ЭСПЦ-2 введен в эксплуатацию в 1981 г. проектной мощностью 500 тыс. тонн стали в год. Цех состоит из двух отделений: электропечного и отделения непрерывной разливки стали (см. рис.1). Электропечное ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
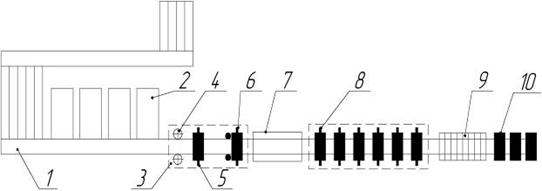
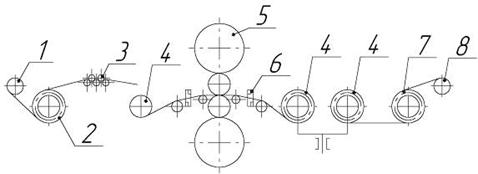
... нержавеющей листовой стали включает термическую обработку горячекатаных полос, травление, холодную прокатку, термическую обработку холоднокатаных полос, травление холоднокатаных полос, дрессировку, порезку полос на листы, сортировку и упаковку. Рисунок 6. Прокатный стан кварто-1700: 1 – бумагомоталка; 2 – разматыватель; 3 – правильная машина; 4 – натяжные барабаны; 5 – клеть кварто-1700; 6 – ...
0 комментариев