Навигация
Расчет динамических характеристик и передаточных коэффициентов элементов системы
14958
знаков
0
таблиц
2
изображения
4. Расчет динамических характеристик и передаточных коэффициентов элементов системы
1. Расчёт постоянных времени элементов системы.
Так как гидропривод «жёсткий», следовательно, время работы гидроцилиндра и стопора одинаково:
Тгц = Тст
где Тгц – постоянная времени гидроцилиндра;
Тст – постоянная времени стопора.
Для данной системы подходит стандартный гидроцилиндр с диаметром 200 мм и ходом плунжера 50 мм [7].
P = ![]()
![]() = 198 Н (8)
= 198 Н (8)
где P – усилие на штоке, Н;
![]() – давление масла в поршневой полости, Па;
– давление масла в поршневой полости, Па;
![]() – диаметр плунжера, м.
– диаметр плунжера, м.
Масса стопора m = 300 кг [6].
P = m a ® a = ![]() =
= ![]() = 0,66 м/с2 (9)
= 0,66 м/с2 (9)
где а – ускорение штока.
S = ![]()
![]() (10)
(10)
Так как начальная скорость штока равна нулю, следовательно формула будет иметь вид
S = ![]() ® t =
® t = ![]() =
= ![]() = 0,38 с
= 0,38 с
Следовательно, Тгц = Тст = 0,38 с.
Термопара [5] Тт = 10 с.
2. Расчёт передаточных коэффициентов элементов системы.
Преобразовательное устройство ПУ1
Давление масла в системе 6,3 МПа, питание осуществляется от сети переменного тока напряжением 220 В с частотой 50 Гц.
k1 = ![]() =
= ![]() = 2,8 . 104
= 2,8 . 104 ![]()
где ![]() – давление масла, подаваемое на клапан, Па;
– давление масла, подаваемое на клапан, Па;
![]() – напряжение, В.
– напряжение, В.
Золотниковый клапан k2 = 1
Гидроцилиндр
k3 = ![]() =
= ![]() = 3,14 . 10-4
= 3,14 . 10-4 ![]()
где ![]() – усилие на штоке, кгс;
– усилие на штоке, кгс;
![]() – давление масла в гидроцилиндре, Па.
– давление масла в гидроцилиндре, Па.
Стопор
Шток гидроцилиндра и стопор выполнены как одно целое, следовательно, k4 = 1
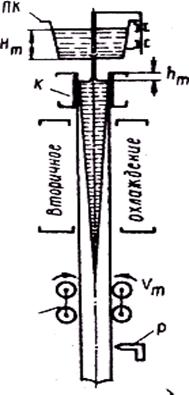
Кристаллизатор
k5 = 1 ![]()
Термопара
k6 = ![]() =
= ![]() = 6,26 . 10-13
= 6,26 . 10-13 ![]()
где ![]() – измеряемая температура, °С;
– измеряемая температура, °С;
![]() – ток на термопаре, А.
– ток на термопаре, А.
Преобразовательное устройство ПУ2
k7 = ![]() =
= ![]() = 2 . 107
= 2 . 107
где ![]() – ток преобразовательного устройства ПУ2, А;
– ток преобразовательного устройства ПУ2, А;
![]() – ток на термопаре, А.
– ток на термопаре, А.
5. Выбор принципа регулирования
В данной системе автоматического регулирования целесообразно применить принцип компенсации ошибки, так как основное координатное возмущение – износ стакана пром. ковша, невозможно контролировать в каждый момент времени. Данный принцип даёт возможность компенсировать и другие возмущения, оказывающие непосредственное влияние на процесс непрерывной разливки стали (минимизация динамических отклонений стопора, и др.).
6. Определение передаточной функции по каналу управления
Передаточная функция системы определяется по формуле [1]:
![]() , (11)
, (11)
![]()
![]()
W(p) = 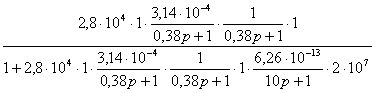
В результате алгебраических преобразований формула имеет вид:
![]()
Так как свободный коэффициент ![]() по сравнению с 1 является несоизмеримо малой величиной, следовательно, ей можно пренебречь.
по сравнению с 1 является несоизмеримо малой величиной, следовательно, ей можно пренебречь.
Структурная схема системы регулирования представлена на с. 14.
7. Оценка устойчивости системы автоматического регулирования
1,444р3 + 7,744р2 + 10,76р + 1 = 0
Так как характеристическое уравнение третьего порядка, следовательно, при оценке устойчивости системы можно воспользоваться критерием Вышнеградского.
По этому критерию для устойчивости системы третьего порядка необходимо и достаточно выполнение двух условий:
· все коэффициенты характеристического уравнения должны быть положительными
1,444 > 0; 7,744 > 0; 10,76 > 0; 1 > 0;
· произведение средних коэффициентов должно быть больше произведения крайних
![]() 83,32
83,32
![]() 1,444
1,444
83,32 > 1,444
Согласно критерию Вышнеградского, система устойчива.
Литература
1. ГОСТ 6540-68. Цилиндры гидравлические и пневматические.
2. Целиков А. И. Машины и агрегаты металлургических заводов. Том 2.– М.: Металлургия, 1987. 440с.
3. Г. М. Глинков, В. А. Маковский. АСУ ТП в чёрной металлургии. – М.: Металлургия, 1999. 310 с.
4. Б. И. Краснов. Оптимальное управление режимами непрерывной разливки стали. – М.: Металлургия, 1970. 240 с.
5. М. Д. Климовицкий, А. П. Копелович. Автоматический контроль и регулирование в чёрной металлургии. Справочник. – М.: Металлургия, 1967. 788 с.
6. Система стабилизации уровня металла в кристаллизаторах МНЛЗ челябинского металлургического комбината. Техническое описание и инструкция по эксплуатации (2ж2, 570, 043 ТО).
Похожие работы
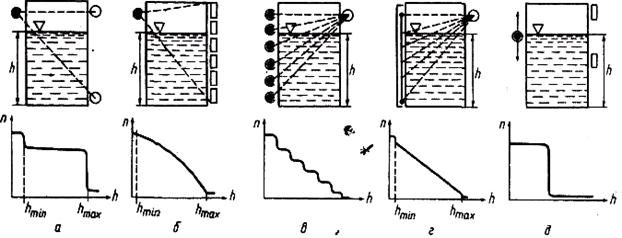
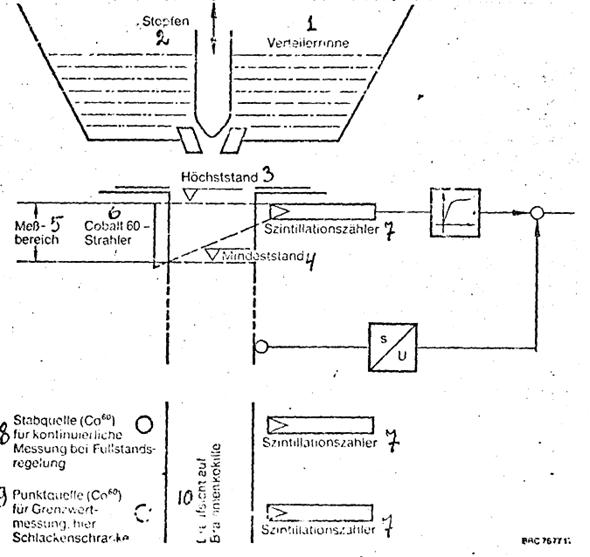
... и тянущей клетью показывает, что правильным и возможным для реализации универсальности является применение вариантных решений проектирования с использованием типовой аппаратуры. Способы измерения уровня жидкого металла в кристаллизаторе МНЛЗ В последнее время разработаны новые методы непрерывной разливки стали, в соответствии с которыми разливаемый металл до образования наружной корки не ...
... производством. 15. Управление социальными объектами. 16. Центральная заводская лаборатория качества. 17. Аграрный комплекс. 2. Электросталеплавильный цех №2 ОАО "КМК" ЭСПЦ-2 введен в эксплуатацию в 1981 г. проектной мощностью 500 тыс. тонн стали в год. Цех состоит из двух отделений: электропечного и отделения непрерывной разливки стали (см. рис.1). Электропечное ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
... нержавеющей листовой стали включает термическую обработку горячекатаных полос, травление, холодную прокатку, термическую обработку холоднокатаных полос, травление холоднокатаных полос, дрессировку, порезку полос на листы, сортировку и упаковку. Рисунок 6. Прокатный стан кварто-1700: 1 – бумагомоталка; 2 – разматыватель; 3 – правильная машина; 4 – натяжные барабаны; 5 – клеть кварто-1700; 6 – ...
0 комментариев