Навигация
1 контрольная операция
Контрольная карта индивидуальных значений (X-карта).
Определим контрольные границы, зная, что по ТЗ задано отклонение 1% :
UCL = 5 + 0.05 = 5.05
LCL = 5 - 0.05= 4.95
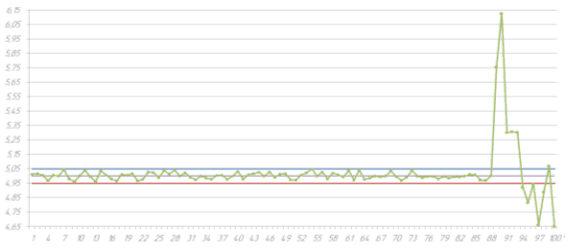
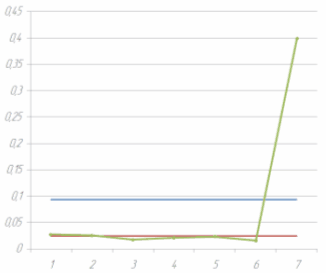
![]() -карта для средних значений.
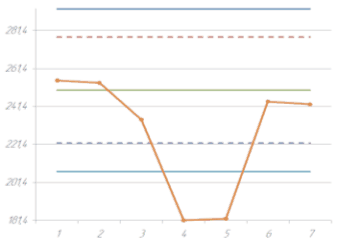
-карта для средних значений.

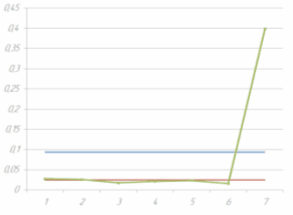
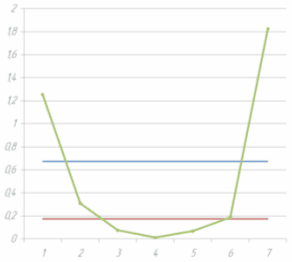
Контрольная карта средних значений
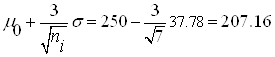
На рисунке показаны предупредительнее границы, которые можно определить по формуле:

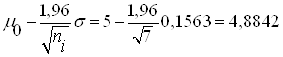
Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:

R – карта размахов.
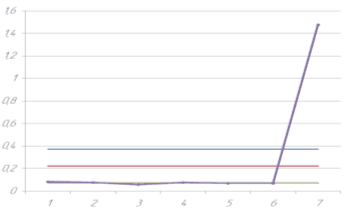
Контрольная карта размахов
R= 0,2228
UCL=D4*R=1,672*0,2228=0,3725
LCL=D3*R=0,328*0,2228=0,0730
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1,563*0,0608=0,0934
LCL=B5*σ=0,399*0,0608=0,0242
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что до седьмой выборки технологический процесс находится в статистически устойчивом состоянии, значение же седьмой выборки тяготеет к верхней предупредительной границе, что говорит о возможной разладке технологического процесса в этой точке. Причинами разладки могут являться: использование низкокачественных ЭРЭ, а так же влияние человеческого фактора на операции №185.
Контрольная карта индивидуальных значений (X-карта).
Определим контрольные границы, зная, что по ТЗ задано отклонение 1% :
UCL = 18362 + 183,62 = 18546,62
LCL = 18362 – 183,62= 18178,38
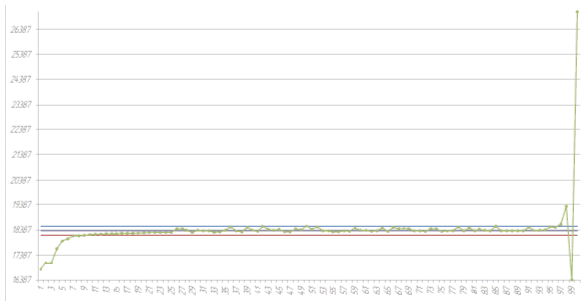
![]() -карты для средних значений.
-карты для средних значений.
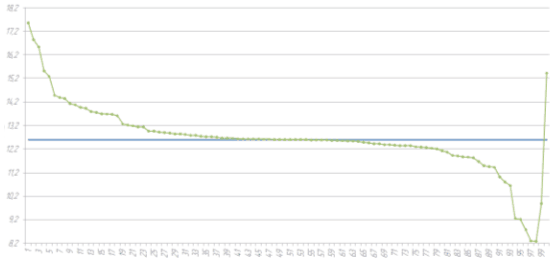
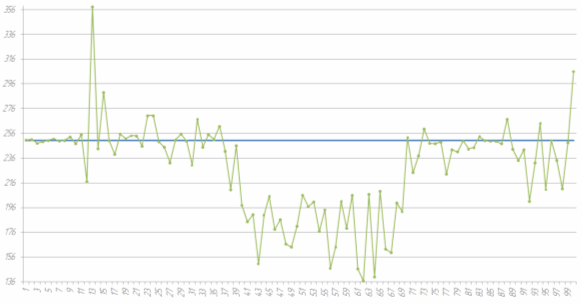
Контрольная карта средних значений
На рисунке показаны предупредительнее границы, которые можно определить по формуле:


Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:


R – карта размахов.
Контрольная карта размахов
R= 1736.14
UCL=D4*R=1,672*1736.14=2902.83
LCL=D3*R=0,328*1736.14=569.45
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1,563*406.67=624.65
LCL=B5*σ=0,399*406.67=162.26
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что значения 1 и второй выборки тяготеют к нижней предупредительной границе, значение же седьмой выборки тяготеет к верхней предупредительной границе, что говорит о возможной разладке технологического процесса. Причинами такого расположения котрольных точек может являться использование некачественных ЭРЭ.
Контрольная карта индивидуальных значений (X-карта).
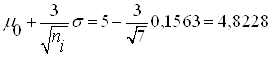
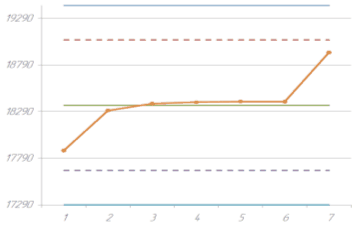
![]() -карты для средних значений.
-карты для средних значений.
![]()
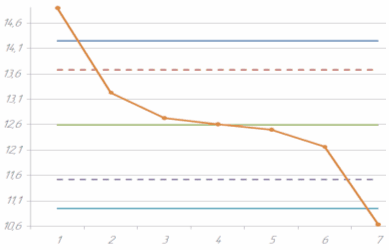
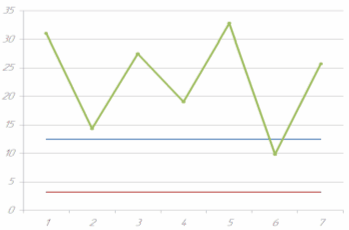
Контрольная карта средних значений
На рисунке показаны предупредительнее границы, которые можно определить по формуле:

Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:
R – карта размахов.

Контрольная карта размахов
R= 1.57
UCL=D4*R=1.672*1.57=2.62
LCL=D3*R=0.328*1.57=0.51
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1.563*0.44=0.68
LCL=B5*σ=0.399*0.44=0.18
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что значения первой и седьмой выборок выходят за нижнюю и верхнюю контрольные границы соответственно, так же на данной контрольной карте видна непрерывно понижающаяся кривая – тренд, что свидетельствует о явной разладке технологического процесса. Причинами разладки может являться влияние человеческого фактора на операции №130.
Контрольная карта индивидуальных значений (X-карта).
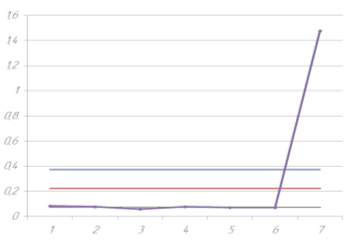
![]() -карты для средних значений.
-карты для средних значений.
Контрольная карта средних значений
На рисунке показаны предупредительнее границы, которые можно определить по формуле:


Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:

R – карта размахов.

Контрольная карта размахов
R= 35.21
UCL=D4*R=1.672*35.21=58.89
LCL=D3*R=0.328*35.21=11.55
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1.563*8.11=12.46
LCL=B5*σ=0.399*8.11=3.44
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что начиная с 4й выборки тех значения тяготеют к нижней предупредительной границе, а 5 и 6 выборка выходят за нижнюю контрольную границу, что свидетельствует о явной разладке технологического процесса, причинами этого может являться влияние человеческого фактора на операции №170
Заключение
В результате выполнения курсовой работы по курсу «Управление качеством РЭС» была проведена оценка контроля качества технологического процесса сборки контрольно-кассовой машины с помощью программ Excel и Maple. В ходе выполнения курсовой работы оценка проводилась по 4 контрольным операциям. Из 100 значений измерений для каждой контрольной операции были выделены по 7 выборок. В программе Excel построены контрольные карты, характеризующие разделительную статистику по анализируемому технологическому процессу. В результате анализа данных контрольных карт были выявлены контрольные карты, наиболее полно отражающие распределительную статистику по анализируемому технологическому процессу. Это контрольные карты средних и индивидуальных значений
Список используемой литературы
1. В.Е. Драч, С.А. Лоскутов, И.В. Чухраев Оптимизация технологического процесса на основе контрольных карт. - Калуга 2007
2. В. Федоров, Н.Сергеев, А. Кондрашин Контроль и испытания в проектировании и производстве радиоэлектронных средств. - М: Техносфера, 2005.
3. С.М. Боровиков Теоретические основы конструирования, технологии и надежности. – Mн.: Дизайн ПРО,1998. – 336с.: ил. ISBN 985-6182-51-4.
0 комментариев