Навигация
Номенклатура и объем типовых работ при капитальном ремонте
36259
знаков
0
таблиц
7
изображений
2.2 Номенклатура и объем типовых работ при капитальном ремонте
Основой для планирования ремонтов гидрогенераторов являются установленные [21 нормы продолжительности простоя гидроагрегатов (в том числе гидрогенераторов) в ремонте и нормативы продолжительности эксплуатации гидроагрегатов между капитальными ремонтами.
Другой составляющей продолжительности простоя гидрогенераторов в капитальном ремонте является время, необходимое для выполнения сверхтиповых работ, если они не могут быть произведены в нормативную продолжительность ремонта гидроагрегата и дополнительные работы лежат на критическом пути сетевого графика, работы, находящиеся на критическом пути и определяющие продолжительность простоя, организуются в две-три смены.
3. РАЗБОРКА И СБОРКА ГИДРОГЕНЕРАТОРОВ
Объем разборки гидрогенератора зависит от вида ремонта и может изменяться в широких пределах. Наиболее полная разборка генератора, обеспечи-вающая возможность осмотра и проверки основных деталей и сборочных еди-ниц, выполняется при капитальном ремонте. Проектом организации работ пред-усматриваются подготовка рабочего места, оснастки, оборудования, инструмента, материалов, энергоразводок, освещения; ознакомление с конструкторской и технологической документацией; проведение инструктажей по организации работ, технике безопасности и противопожарной безопасности. Последовательность разборки генератора зависит от его конструкции и указывается в заводских инструкциях на монтаж и технологической документации, разработанной для конкретного вида ремонта. При капитальном ремонте разборке подлежат перекрытия, лестницы, узлы и детали систем возбуждения, регулирования, охлаждения, трубопроводы, болтовые контактные соединения, кабельные и шин-ные токоподводы систем возбуждения, измерения, регулирования, освещения, а также подшипники, подпятники.
Перед разборкой конкретных деталей, сборочных единиц, электрических контактов, трубопроводов выполняется их маркировка. Маркировка съемных деталей наносится краской и должна однозначно определять либо порядковый номер детали, либо ее положение относительно базовой. Маркировка электрических контактов выполняется бирками, цифры на которых определяют взаимную принадлежность соответствующих пар. Маркировка фланцев трубопроводов выполняется на нерабочей части труб или фланцев, Одинаковым по форме съемным деталям при маркировке присваивается порядковый номер от выбран-ной точки отсчета относительно поперечной или продольной осей машинного зала ГЭС.
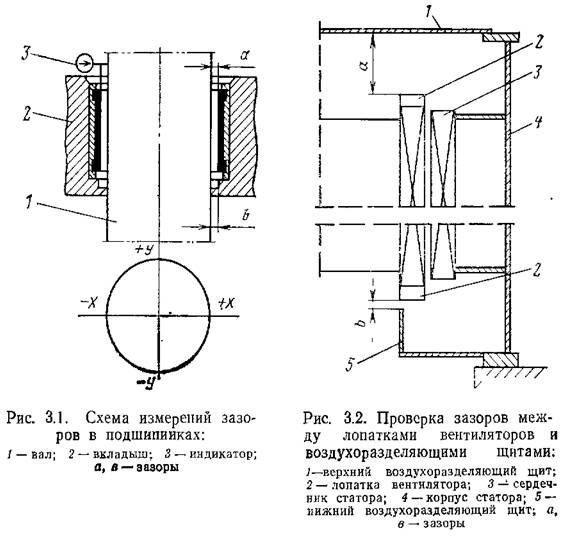
В процессе разборки (сборки) генератора производится измерение зазоров между базовыми и съемными (или вращающимися) деталями и их относительных положений. Зазоры измеряются пластинчатыми или клиновыми щупами, относительные положения масштабной линейкой, угольником, штангенциркулем, индикаторами. Линии валов проверяются индикаторами часового типа, за-крепленными на магнитных или иных подставках при поворотах ротора. Результаты измерений заносятся в формуляры. По результатам измерений оценивается состояние сборочных единиц и определяется необходимость выполнения тех или иных ремонтных операций.
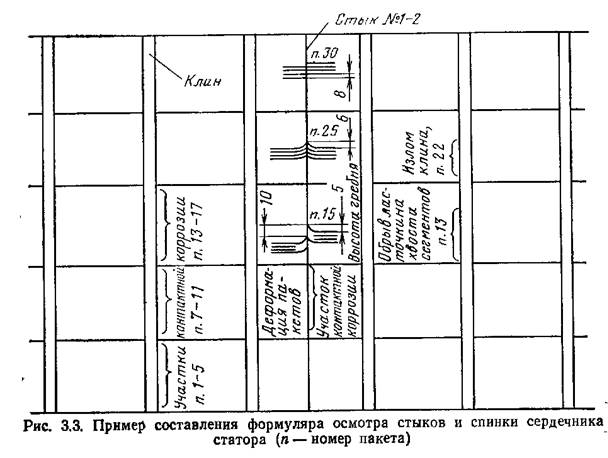
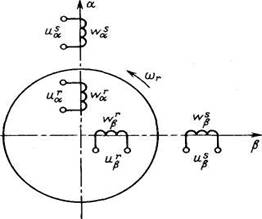
В объеме капитального ремонта генератора измерение зазоров производится для следующих сборочных единиц и деталей между полюсами роторов и сердечниками статоров главного генератора, вспомогательного генератора, углов измерительного генератора, между полюсами магнитной системы и якорями возбудителей и регуляторного генератора, в подшипниках (рис. З.1), между полюсами ротора и статором при проверке формы ротора и статора, в стыках секторов сердечника статора при замене прокладки, между фундаментными плитами и фланцем корпуса статора при исправлении положения статора. Проверка относительных положений и установочных размеров производится для следующих деталей и сборочных единиц: щеткодержателей относительно якоря возбудителя и контактных колец в осевом и радиальном направлениях, воздухоразделяющих щитов относительно лопаток вентиляторов (рис. 3.2), полюсов роторов относительно сердечников статоров главного и вспомогательного генераторов, полю-сов относительно якоря возбудителя, полюсов относительно обода ротора глав-ное о генератора, пакетов сердечника статора со стороны спинки для определения волны и деформации пакетов в стыках (рис. 3.3), относительное перемещение шеек и фланцев валов при центровке, нажимных пальцев гребенок относительно зубцов статора (рис. З.1), внутренней расточки остова крестовины относительно оси вала и основании относительно горизонтальной плоскости, крестовины относительно распорных домкратов (рис. 3.5).
Строповка основных деталей при разборке генератора производится с использованием штатных и съемных грузозахватных приспособлений (траверс, рым-болтов, восьмерок, серег, рымов) соответствующей грузоподъемности. Схемы строповки указываются в монтажной документации и технологических инструкциях. Правила строповки, размещение стропов на крюке крана, требо-вания к стропам, угол между ветвями стропов, требования к съемным грузозахватным приспособлениям, подъем и перемещение деталей, размещение и скла-дирование деталей определяются проектом организации работ и должны обеспечивать безопасность разборки и целостность разбираемых деталей генератора.


Похожие работы
... напряжения между концами вала осуществляют на работающей машине с помощью вольтметра с малым внутренним сопротивлением, при этом прибор присоединяют непосредственно к концам вала. 3.2. Ремонт синхронных двигателей В соответствии с Правилами технической эксплуатации в системе планово предупредительных ремонтов электрооборудования предусмотрено два вида ремонтов: текущий и капитальный. Текущий ...
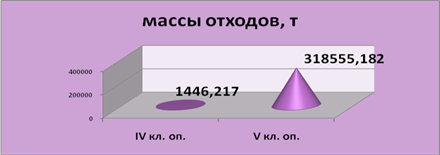

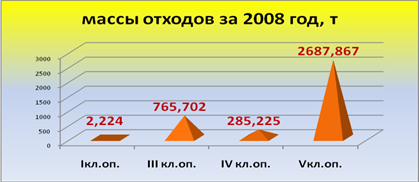

... , предоставляемыми ООО «Энергоавтотранс», поэтому отходы от технического обслуживания и ремонта автотранспорта и техники на предприятии не образуются. 2. Специальная часть 2.1 Анализ отходов, образующихся на предприятии «Воркутинская ТЭЦ-2» по классам опасности Основным видом деятельности указанного предприятия является производство и отпуск электрической и тепловой энергии. В ...
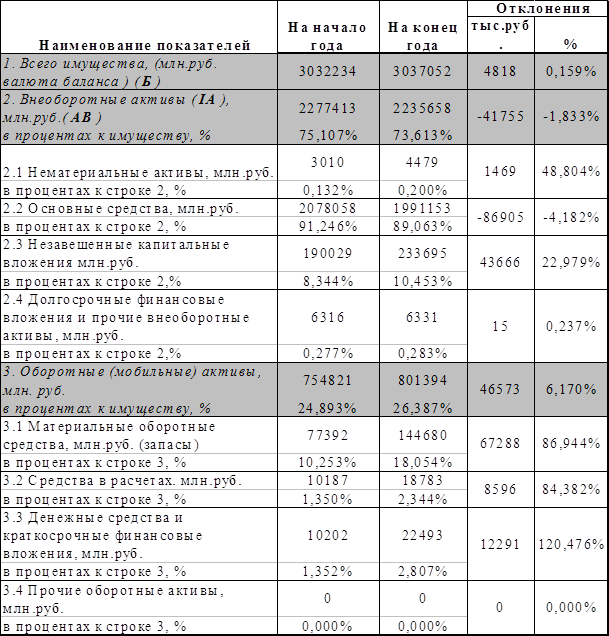
... труда представлены в соответствующем разделе настоящего финансового плана) и упорядочению штата управленческого персонала во всех структурных подразделениях завода. 3 Технико-экономическая характеристика ГП завод «Электротяжмаш» Описание производственного процесса, технологии и оборудования. В состав предприятий входит ряд специализированных производств: Производство турбогенераторов и ...

... млн. рублей; снизились расходы на амортизацию производственного оборудования на 3812,31 млн. рублей. Эти изменения являются результатом вынужденных мер, принимаемых руководством предприятия АО"Ставропольэнерго" в сложной экономической ситуации, по снижению затрат, относимых на себестоимость продукции. Но как известно, сокращение средств, относимых на воспроизводстенные процессы, в конечном итоге ...
0 комментариев