Угловые измерения
Альтернативный метод контроля изделий
Контроль размеров высоты и глубины [42]
Измерения формы и расположения поверхностей
Контроль и измерение резьбы [50, 35]
Измерение и контроль зубчатых колес и передач [50]
Измерения с помощью цифровых измерительных приборов
Электротермические измерительные приборы
Автоматизация системы контроля и управления сбором данных
Измерительные преобразователи
Измерительные роботы [7]
Механические контактные термометры
Приемники полного излучения
Навигация
Альтернативный метод контроля изделий
Технические измерения
124206
знаков
14
таблиц
16
изображений
4.3. Альтернативный метод контроля изделий
Альтернатива (от лат. alter - один из двух) означает "каждая из исключающих друг друга возможностей".
Контроль по альтернативному признаку - это контроль по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории годных или дефектных. При этом методе устанавливается факт соответствия контролируемого параметра контрольному нормативу.
Альтернативный контроль может быть: элементным или комплексным; одно- и многомерным; неавтоматическим, механизированным, полуавтоматическим, автоматическим; пассивным или активным.
Альтернативный контроль осуществляется измерительными средствами, специально предназначенными для этой цели.
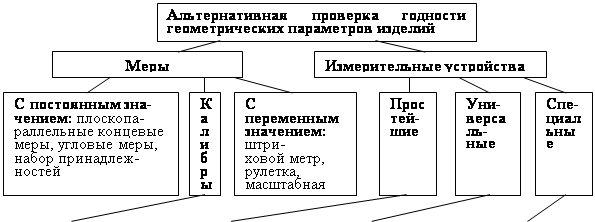
На схеме (рис. 4.31) приведена классификация средств и методов альтернативной проверки годности параметров изделий. При альтернативной проверке наиболее широко используются калибры. Большинство видов и конструкций калибров стандартизовано.
4.3.1. Калибры для гладких цилиндрических деталей
Для контроля гладких цилиндрических изделий типа валов и втулок, особенно в крупносерийном и массовом производстве, широко применяют предельные гладкие калибры (ГОСТ 2216 - 84). Калибры для валов называются скобами, а для отверстий - пробками. Комплект калибров состоит из проходного и непроходного (рис. 4.32, а).
Годность деталей с допуском от IТ6 до IТ17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируют предельный размер, соответствующий максимуму материала проверяемого объекта) и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта).
|
|
|
|
Рис. 4.31. Классификация средств и методов альтернативной проверки годности параметров изделий
Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами.
Рабочие калибры ПР и НЕ предназначены для контроля изделий в процессе их изготовления. Этими калибрами пользуются рабочие и контролеры ОТК завода-изготовителя, причем в последнем случае применяют частично изношенные калибры ПР и новые калибры НЕ.
Для установки регулируемых калибров-скоб и контроля нерегулируемых калибров-скоб применяют контрольные калибры К—И, которые являются непроходными и служат для изъятия из эксплуатации вследствие износа проходных рабочих скоб. Несмотря на малый допуск контрольных калибров, они все же искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контрольные калибры по возможности не следует применять. Целесообразно, особенно в мелкосерийном производстве, контрольные калибры заменять концевыми мерами или использовать универсальные измерительные приборы.
Валы и отверстия с допуском IТ5 и точнее не рекомендуется проверять калибрами, так как они вносят большую погрешность измерения. Такие детали проверяют универсальными измерительными средствами.
Для снижения затрат на калибры стремятся увеличить их износостойкость. Так, износостойкость калибров, оснащенных твердым сплавом, в 50—150 раз выше по сравнению с износостойкостью стальных калибров и в 25—40 раз выше по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров только в 3—5 раз.
Для контроля валов используют главным образом скобы. Наиболее распространены односторонние двухпредельные скобы. Применяют также регулируемые скобы, которые можно настраивать на разные размеры, что позволяет компенсировать износ и использовать одну скобу для измерения размеров, лежащих в определенном интервале. Регулируемые скобы по сравнению с жесткими имеют меньшую точность и надежность, поэтому их чаще применяют для контроля изделий квалитета 8 и грубее.
При конструировании предельных калибров для гладких, резьбовых и других деталей следует соблюдать принцип подобия Тейлора, согласно которому проходные калибры по форме должны являться прототипом сопрягаемой детали с длиной, равной длине соединения (т. е. калибры для валов должны иметь форму колец), и контролировать размеры во всей длине соединения с учетом погрешностей формы деталей. Непроходные калибры должны иметь малую измерительную длину и контакт, приближающийся к точечному, чтобы проверять только собственно размер детали. Таким образом, изделие считают годным, когда погрешности размера, формы и расположения поверхностей находятся в поле допуска.
На практике приходится отступать от принципа Тейлора вследствие неудобств контроля, например, проходным кольцом, так как это требует многократного снятия детали, закрепленной в центрах станка. Вместо контроля проходными кольцами применяют многократный контроль проходными скобами с широкими измерительными поверхностями, а вместо штихмасов — непроходные калибры-пробки с малой (значительно меньше, чем у проходной пробки) шириной измерительных поверхностей.
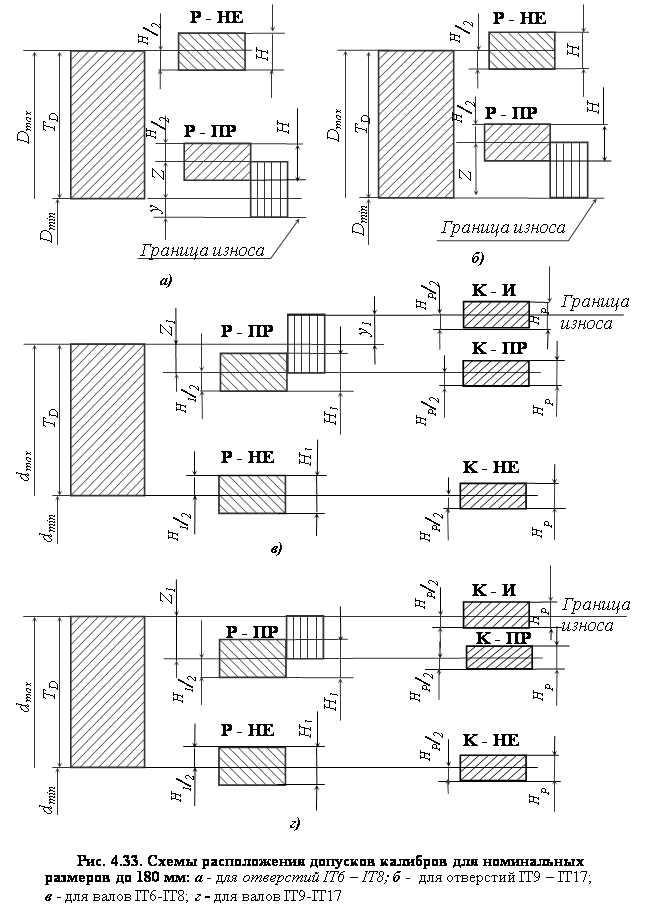
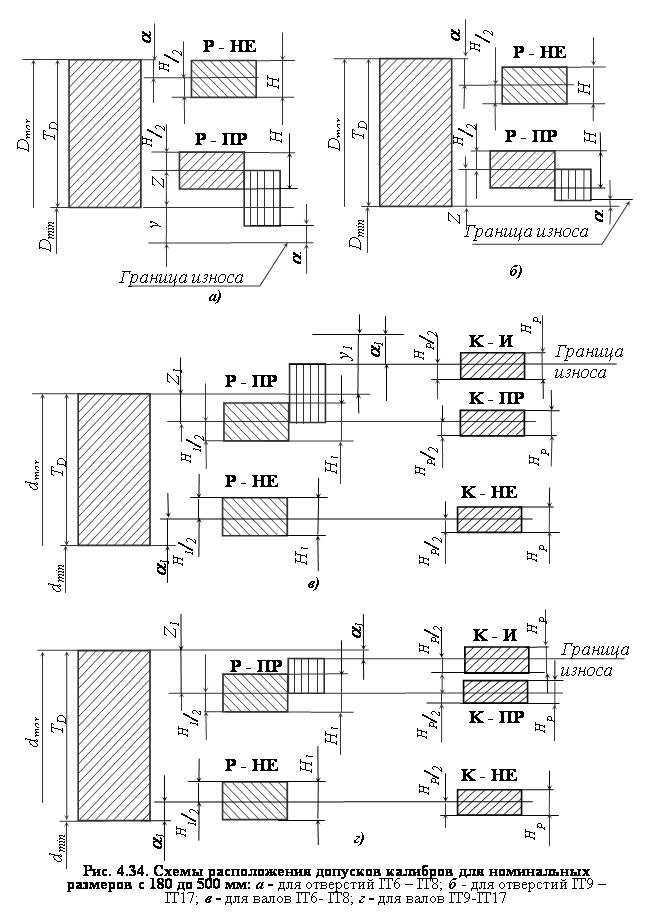
Допуски калибров. Схемы расположения полей допусков калибров приведены на рис. 4.33 и 4.34 со следующими обозначениями: d (D) – номинальный размер изделия; dmin (Dmin) – наименьший предельный размер изделия; dmax (Dmax) – наибольший предельный размер изделия; Т – допуск изделия.
По ГОСТу 24853 - 81 на гладкие калибры устанавлены следующие допуски на изготовление: Н – допуск на изготовление калибров для отверстия (за исключением калибров со сферическими измерительными поверхностями); НS – допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия; Н1 – допуск на изготовление калибров для вала; НР – допуск на изготовление контрольного калибра для скобы; Z – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия; Z1 – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия; у – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия; у1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия; a - величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм; a1 – величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм.
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на износ.
Для размеров до 500 мм износ калибров ПР с допуском до IТ8 включительно может выходить за границу поля допуска детали на величину y для пробок и y1 - для скоб; для калибров ПР с допусками от IТ9 до IТ17 износ ограничивается проходным пределом, т. е. y = 0 и y1 = 0.
 |
Следует отметить, что поле допуска на износ отражает средней возможный износ калибра.
Для всех проходных калибров поля допусков Н (НS) и Н1 сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z1 - для калибров-скоб.
При номинальных размерах свыше 180 мм поле допуска непроходного калибра также сдвигается внутрь поля допуска детали на величину a для пробок и a1 - для скоб, создавая так называемую зону безопасности, введенную для компенсации погрешности контроля калибрами соответственно отверстий и валов размером свыше 180 мм. Поле допуска калибров НЕ для размеров до 180 мм симметрично относительно верхнего отклонения детали для пробок и относительно нижнего — для скоб, т. е. a = 0 и
a1 = 0.
Сдвиг полей допусков калибров и границ износа их проходных сторон внутрь поля допуска детали позволяет устранить возможность искажения характера посадок и гарантировать получение размеров годных деталей в пределах установленных полей допусков.
На рис.4.35 приведены схемы нестандартных конструкций калибров. Калибр для проверки формы заданного профиля представлен на рис. 4.35, а. Нормальный калибр 1 используется в сочетании с гладким двухпредельным калибром-пробкой 2. На рис. 4.35, б представлен вариант проверки зазора С между калибром 2 и деталью 1. На рис. 4.35, в дана схема использования специального стрелочного калибра для контроля глубины детали 1. По просвету С контролируется мальтийский крест калибром, приведённым на рис. 4.35, г. Для контроля перпендикулярности с использованием щупа приведён калибр на рис. 4.35, д.
Похожие работы
... замыкающего звена [Bå MIN ]: [Bå MIN ]=–0.4 мм. Предельный зазор: , [Så]=0.4 мм. Предельный натяг: , [Nå]=–0.4 мм. Среднее отклонение: , [=0. 6.2.1. Метод полной взаимозаменяемости Предполагаем, что подшипник, являющийся стандартным изделием, уже имеет определенный квалитет и размер Т4=36–0.3. Согласно [1], табл. 3.3., получаем ...
... являются игровые автоматы, диагностическое оборудование. По метрологическому назначению все СИ подразделяются на два вида: рабочие СИ и эталоны. Рабочие СИ (РСИ) предназначены для проведения технических измерений. По условиям применения они могут быть: 1) лабораторными, используемыми при научных исследованиях, проектировании технических устройств, медицинских измерениях; 2) производственными, ...
... цепей, могут быть конструкторскими (выбор размеров и точности звеньев), технологическими (обеспечение заданного зазора при сборке), настроечными (наладка станков), связанными с выполнением технических измерений и другими. Размерные цепи бывают различных видов в зависимости от назначения (конструкторские, технологические, измерительные), характера взаимного расположения звеньев (линейные, угловые, ...
... действия выпускаемых машин и приборов находится в прямой зависимости от точности их изготовления и контроля показателей качества с помощью технических измерений. Точность и ее контроль служит исходной предпосылкой важнейшего свойства совокупности изделий – нормирования. При конструировании применение принципа нормирования ведет к повышению качества и снижению себестоимости конструкции. 1 ...
0 комментариев