Выбор типа производства и стратегии производственного процесса
Разработка технологического маршрута изготовления корпуса
Выбор технологических баз
Назначение операционных технических требований
Выбор режущего инструмента
Расчет норм времени
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет капитальных вложений (инвестиций)
Расчет технологической себестоимости по каждому из вариантов технологического процесса
Калькуляция себестоимости по каждому из вариантов технологического процесса
Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
Навигация
Технологический процесс изготовления корпуса клиноплунжерного патрона
Технологический процесс изготовления корпуса клиноплунжерного патрона
55414
знаков
17
таблиц
1
изображение
Содержание:
Введение
1. Анализ состояния вопроса
2. Выбор типа производства и стратегии производственного процесса
3. Выбор и проектирование заготовки
4. Разработка технологического маршрута и плана изготовления
5. Выбор средств технологического оснащения
6. Разработка технологических операций
7. Экономическая эффективность проекта
Заключения
Список литературы
Приложения
Введение
Цель квалификационного проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данной работы является снижение трудоемкости изготовления вала путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства.
К мероприятиям по разработке новых прогрессивных технологических процессов относится и автоматизация, на ее основе применения высокопроизводительного технологического оборудования, применения режущего инструмента, быстродействующими средствами.
В квалификационной работе должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
1. Анализ состояния вопроса
1.1 Служебное назначение детали
Корпус предназначен для установки на нем деталей, из которых состоит клиноплунжерный патрон. Поверхность 13 (рисунку 1- эскиз детали) служит для базирования заготовок, а именно фланцев крепления карданного вала к валу привода переднего моста. На эту же поверхность устанавливается контрольная оправка. Фиксирование заготовки производится посредством 3-х кулачков, которые перемещаются по пазам в патроне, посредством перемещения штока, на котором выполнены специальные пазы. Сам шток перемещается по поверхности 34, он фиксируется сегментной шпонкой, которая перемещается по пазу поверхность 39. Перемещение штока производится посредством соединения винт-гайка.
Клиноплунжерный патрон работает с довольно большими нагрузками и изгибающими моментами и, поэтому, требует специальной термообработки. Следует учитывать трение скольжения на поверхностях детали.
На рисунке 1 представлен эскиз детали, а в таблице 1 классификация ее поверхностей.
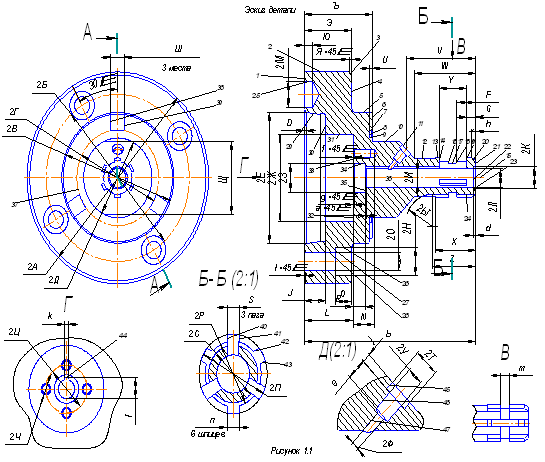
Таблица 1 - Классификация поверхностей детали
| Вид поверхности | № поверхностей |
| Исполнительные поверхности | 6, 13 |
| Основные конструкторские базы (ОКБ) | 1, 29, 34, 36 |
| Вспомогательные конструкторские базы (ВКБ) | 25,27,28,31,32,33,40,41,46 |
| Свободные поверхности | остальные |
Материал корпуса – сталь 19ХГН по по ТУ 14-1-261-72, имеющая следующий химический состав: углерода С= 0,16…0,21%, кремния Si= 0,17…0,37%, марганца Mn= 0,7 … 1,1%, хрома Cr= 0,8…1,1%, никеля Ni=0,8…1,1%. [1].
Механические свойства при Т=20 oС материала 19ХГН: σв =1180-1520МПа, σт =930МПа, НRCэ после цементации 59…63, обрабатываемость резанием – хорошая, Кv = 1,0. Исходя из служебного назначения корпуса при разработке технологического процесса ее изготовления, особое внимание следует уделить исполнительным поверхностям Ø25(пов.13), торцу (пов.6), а также к основным конструкторским базам: торцу (пов.1), конусной поверхности Ø82,563 (пов.29), отверстию Ø18 (пов.34) и отверстию Ø12Н7 (пов.36).
1.2 Технологичность конструкции детали
Рабочий чертеж корпуса содержит необходимую графическую информацию для полного представления о конструкции. Указаны размеры с их отклонениями, проставлена требуемая шероховатость, большинство отклонений от правильных геометрических форм.
К недостаткам чертежа можно отнести допуск размера Ø82-0,2, для того чтобы в последствии использовать эту поверхность в качестве базы, назначаем новый допуск под шлифовальную операцию Ø82-0,01.
В основном деталь технологична и позволяет применить прогрессивные методы обработки (точение, шлифование и т. д.) с использованием режущего инструмента, оснащенного твердым сплавом.
0 комментариев