Навигация
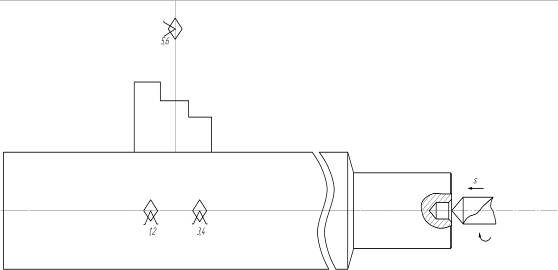
2.2 Операция сверлильная
Станок модели 2Н125.
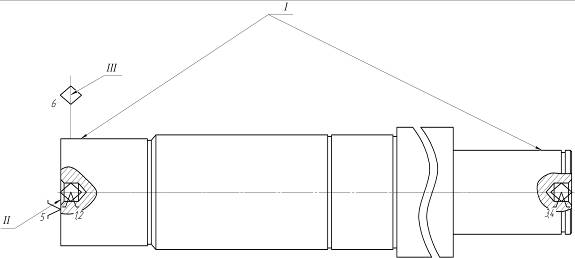
Деталь закрепляем в кондукторе. На этой операции сверлиться отверстие Д=10 на глубину 12мм.
Глубина резания при сверлении.
![]() (мм);
(мм);
где:
Д- диаметр отверстия или сверла.
![]() мм
мм
Длина рабочего хода.
Lр.х.= l + y (мм);
где:
l – длина резанья в мм.
l = 12мм.
y – длина подвода врезания и перебега инструмента в мм.
y = 3 мм [2,с.303]
Lр.х.= 12 + 3 = 15 мм
Назначаем подачу.
Для сверления быстрорежущими сверлами с точностью не выше 5 класса (12 кволетета) для диаметра равного 5 мм.
S = 0,1 ![]() [2,с2,с.111]
[2,с2,с.111]
Уточняем подачу по паспорту станка.
Sо = 0,1 ![]() для станка 2Н125 [3,с.282]
для станка 2Н125 [3,с.282]
Определяем стойкость инструмента Тр в минутах резания.
Тр = 20 мин. [для Д = 10 мм] [2,с4,с.114]
Расчет скорости резания.
V = Vтабл× К1×К2×К3
где:
К1 – коэффициент зависимости от обработанного материала
К2 – Коэффициент, зависящий от стойкости материала инструмента
К3 – коэффициент, зависящий от отношения длины и диаметра
Vтабл =24![]() [2,с4,с.115]
[2,с4,с.115]
К1=0,9 [2,с4,с.116]
К2=1,25 [2,с4,с.116]
К3=1,0 [2,с4,с.117]
V=24×0,9×1,25×1,0=27м/мин
Расчет частоты вращения шпинделя.
n=![]() (мин )
(мин )
n=![]() =1790,7 мин
=1790,7 мин
Уточняем n по паспорту станка.
Nст =1400 мин [3,с. 282]
Определяем V действительное.
Vд =![]() (
(![]() )
)
Vд =![]() =21,98 м/мин
=21,98 м/мин
Проверяем выбранный режим резания по осевой силе резания.
Ро=Ртабл×Кр [2к,с5,с.124]
Где:
Кр-коэффицент зависящий от обрабатываемого материала.
Для наших условий обрабатывания:
Ртабл=11кг=1100H [2к,с5,с.124]
Кр=1,0 [2к,с5,с.126]
Следовательно, Ро=1100, что вполне удовлетворяет паспортным данным станка так как:
Рmax= 9000 Н [3,с. 282]
Проверяем выбранный режим резания по мощности резания.
Nрез=Nтабл×Kn×![]() (кВт) [2к,с6,с.126]
(кВт) [2к,с6,с.126]
Для заданных условий обработки:
Nтабл=0,2 кВт [2к,с6,с.126]
Kn= 0,9 [2к,с6,с.126]
Nрез=0,2×0,9×![]() =0,324 кВт
=0,324 кВт
По паспорту станка nэл.дв.=2,8 кВт
ή=0,8
2,8×0,8>0,324
2,24 кВт >0,324 кВт
Расчет основного машинного времени.
Тм=![]() (мин)
(мин)
Тм= ![]() =0,084 мин
=0,084 мин
2.3 Операция протяжная
Станок горизонтально-протяжной модели 7523.
Деталь закрепляется в адаптере. На этой операции протягивается шпоночный паз 4 мм на 19мм
1. Назначаем скорость резания V – в ![]() . Сталь 45л – углеродистая сталь. Группа обрабатываемости при твердости НВ 200-1 [2К, П2, С.133]
. Сталь 45л – углеродистая сталь. Группа обрабатываемости при твердости НВ 200-1 [2К, П2, С.133]
V=7 ![]() для обработки шпоночных точных пазов.
для обработки шпоночных точных пазов.
2. Уточняем скорость резания по паспортным данным станка.
V=7 ![]() может быть установлено на станке, имеющего бесступенчатое регулирование в пределах от 1 до 11,5
может быть установлено на станке, имеющего бесступенчатое регулирование в пределах от 1 до 11,5![]() .
.
3. Определяем силу резания на 1 мм длины режущий кромки.
При обработки углеродистой стали и подачи Sz = 0,1 ![]() .
.
F = 27,3 ![]() [2К, П3, С.135]
[2К, П3, С.135]
P = F × Σlp × Кp (кг).
где:
Σlp – суммарная длина режущих кромок зубьев одновременно участвующих в работе
Кp – коэффициент Учитывающий условия работы
Σlp = l ×![]()
где:
Zp - число зубьев, одновременно участвующих в работе.
Zc – число зубьев в секунду.
l - длина протачиваемого в мм.
Zp = ![]()
Zp = ![]() = 2,88
= 2,88
где:
t - шаг зубьев.
Округляем до ближайшего целого числа Zp = 3.
Zc = 2
Σlp = 19 × ![]() = 28,5
= 28,5
Р = 27,3×28,5 ×1 × 1,0 = 778,05 кг
Проверяем достаточность тяговой силы станка протягивание возможно при выполнении условия Р ≤ О, где: О – тяговая сила станка.
У станка 7523 = 10000 кг. Следовательно, протягивание возможно, т.к. 778,05 < 10000.
5. Определяем скорость резания допускаемую мощностью электродвигателя станка.
Vдоп. =![]()
Nэл.дв. станка 7523= 18,5 кВт
η = 0,85
Vдоп. = ![]() = 123,7
= 123,7 ![]() .
.
Следовательно, скорость резания равна 7 ![]() . Вполне может быть использовано на станке.
. Вполне может быть использовано на станке.
6. Определим стойкость протяжки.
Для шпоночных протяжек при обработки стали с твердостью НВ меньше 200
Т = 60 мин [2К, П5, с. 137]
7. Определим машинное время.
Тм = ![]() × K = (мин).
× K = (мин).
К = 1 + ![]()
где:
V – скорость рабочего хода
Vox – скорость обратного хода
По паспорту станка Vox = 20 ![]() .
.
К = 1 + ![]() = 1,35
= 1,35
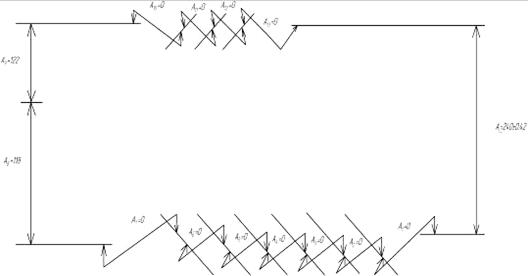
Lpx = lп + l + lдоп
где:
Lpx - длина рабочего хода протяжки
lп =28,5 мм
l = 60 мм
lдоп - перебег принимается от 30 до 50 мм.
lдоп =30 мм.
Lpx =28,5+60+30=118,5 мм
Тм = ![]() × 1,3 = 0,022 мин
× 1,3 = 0,022 мин
Литература
1. «Марочник сталей и сплавов». Справочник под редакцией М.М.Шишков. 2002 г.
2. «Режимы резания металлов». Справочник под редакцией Ю. В. Барановского. 1972 г.
3. «Сборник задач и примеров по резанию металлов и режущему инструменту. Н. А. Нефедов и К. А. Осипов. 1988 г.
Похожие работы
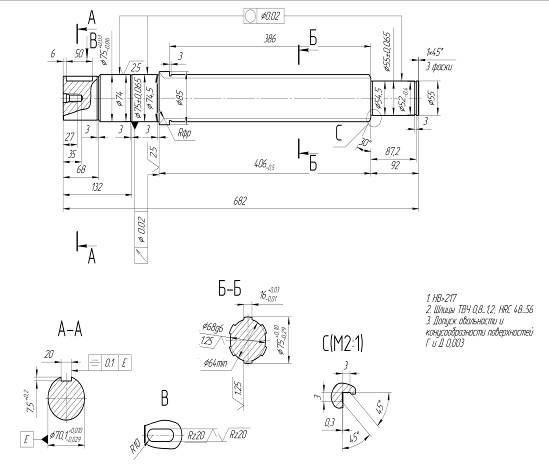
... диаметра 75 Шероховатость R=1,25мкм на наружную цилиндрическую поверхность диаметра 70,1 Шероховатость R=1,25 мкм на внутреннюю поверхность шлицевого паза Шероховатость R=20 мкм боковую поверхность шпоночного паза. 2.4 Разработка технологического процесса изготовления детали 2.4.1 Разработка последовательности выполнения операций при изготовлении детали Для изготовления данной детали ...
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...
... на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив № операции Название операции Оборудование 00 отрезная CARIF 450 BA CNC 05 ...
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...
0 комментариев