Навигация
Лущение, рубка и стопоукладка шпона
51066
знаков
10
таблиц
0
изображений
3.3 Лущение, рубка и стопоукладка шпона
Лущение шпона является основной технологической операцией в производстве фанеры. Оно представляет собой поперечное резание древесины, при котором образуется непрерывная лента шпона. Ширина ленты равна длине чурака, а общая длина ее зависит от диаметра чурака и толщины шпона.
С участка окорки и раскряжевки чураки цепными конвейерами транспортируются на линии лущения 5 и 4 футов SMART PELL, на которых осуществляется лущение, рубка и стопоукладка листов шпона. В стопоукладчиках предусмотрены два кармана для полуформатных и один карман для полноформатных листов шпона. Чураки длиной 1,3 м лущатся на листы шпона размером 1300x1420 мм и 1300x2740 мм. Чураки длиной 1,6 м лущатся на листы шпона размером 1600x1740 мм и 1600x3420 мм. Листы шпона длиной 1,3 м укладываются в стопы высотой 1200 мм, длиной 1,6 м – в стопы высотой 900 мм. Расчетная толщина шпона 1,55 мм. Листы сырого шпона укладываются на поддоны, которые загружаются на линии лущения с рельсовых тележек. Доставка поддонов к линиям лущения осуществляется автопогрузчиком.
Стопы шпона рельсовыми тележками и автопогрузчиком транспортируются на участок сушки, сортировки и ремонта шпона или в запас (односменный запас шпона составляет 150 м3).
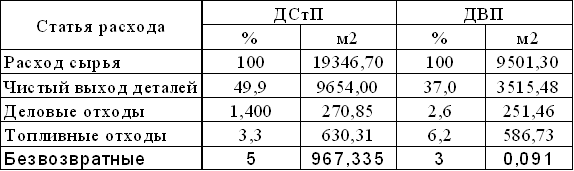
Отходы от лущения (шпон-рванина) конвейером подаются в барабанную рубительную машину для шпона TR 1020–1300. Полученная щепа ленточными конвейерами передается на конвейеры, транспортирующие щепу в бункер с подвижным дном термомасляной установкой. С конвейера часть щепы отбирается для производства ДВП.
Карандаши конвейером подаются в барабанную рубительную машину TR 1020-I300. Полученная щепа пневмотранспортом направляется па склад завода ДВП. Частично карандаши отбираются в карман-накопитель, подвесным электрическим краном подаются на рельсовую тележку, выкатываются за пределы цеха и автопогрузчиком транспортируются на участок изготовления поддонов.
Смена ножей лущильных станков предусматривается после выработки 15000 м лущеного шпона. Съем ножей с лущильных станков осуществляется с помощью подвесного электрического крана грузоподъемностью 2,0т; доставка в пилоножеточку – ручными тележками.
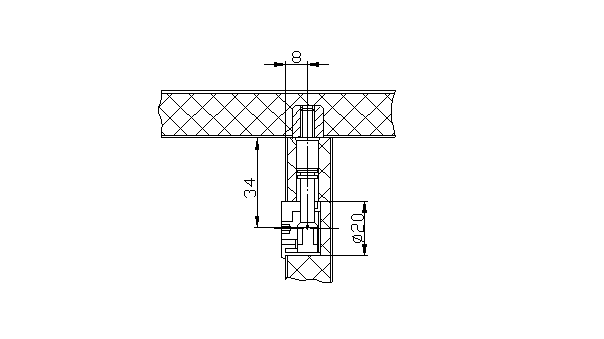
При лущении шпона за лущильным станком должно быть закреплено не менее 2-х комплектов лущильных ножей, прижимных линеек и торцовочных ножей. Технологическими параметрами, определяющими качество лущения шпона, являются: температура чураков, угол заточки ножа, расположение ножа относительно чурака, степень обжима шпона, угол заточки прижимной линейки, высота установки прижимной линейки относительно ножа. Установка ножа на лущильном станке должна удовлетворять следующим требованиям:
а) режущая кромка ножа должна быть параллельна оси шпинделей;
б) измерение заднего угла должно производиться при расстоянии ножа от оси шпинделей на 100 – 120 мм;
в) настройка лущильного ножа на станке и определение параметров режущего инструмента производится с помощью приборов: угломера, высотомера, наклономера и щупа в соответствии с таблицей 5.
Таблица 5. Параметры режущего инструмента
| Наименование | Значение |
| Толщина шпона, мм | 1,45 |
| Степень обжима % | 15–20 |
| Температура чураков, ° С, не менее | 25–35 |
| Высота установки ножа относительно оси шпинделей, мм | 0: (– 0,24) |
| Угол заточки прижимной линейки, градусы | 55 |
| Угол заточки ножа, градусы | 19°45 -20° |
| Задний угол ножа, градусы | 0°15' – 1°30'±0° 15' |
| Величина просвета между ножом и линейкой, мм | 1,3 |
| Высота установки прижимной линейки над лезвием ножа, мм | 0,4 – 0,2 |
После лущения лента шпона по транспортеру направляется к роторным ножницам, при помощи которых происходит раскрой ленты шпона на форматные листы заданного формата. Размеры сырого шпона должны соответствовать указанным в таблице 6.
Таблица 6. Формат листов сырого шпона
| Толщина шпона | 5х5 | 5х10 | 4х4 | 4х8 | ||||
| Размеры шпона (отклонения) | Размеры шпона (отклонения) | Размеры шпона (отклонения) | Размеры шпона (отклонения) | |||||
| Длина, мм | Ширина, мм | Длина, мм | Ширина, мм | Длина, мм | Ширина, мм | Длина, мм | Ширина, мм | |
| 1,55 | 1600±5 | 1740±10 | 1600±5 | 3420±10 | 1300±5 | 1420±10 | 1300±5 | 2740±10 |
На стопе шпона указывается дата производства, смена, объем. Стопы лущеного шпона подаются к сушилке или ставятся в запас. Хранение сырого шпона допускается в течение 48 часов после лущения.
Похожие работы



... эта тенденция будет нарастать, что повлечет за собой значительное расширение рынка сбыта для конкурентоспособных видов фанерной продукции. Предусматриваемая к выпуску настоящим проектом организации производства большеформатной фанеры в г. Глазове Удмуртской Республики экологически чистая березовая строительная фанера по своим потребительским качествам полностью соответствует требованиям мирового ...

... стяжек и установочные размеры регламентируются ОСТ 13-78-79. Для изделия стяжка выбирается из каталога мебельной фурнитуры [ ]. 3. Разработка технологического процесса производства изделия 3.1 Описание технологического процесса Технологический процесс изготовления предложенной кровати несложен, трудоёмкость и материалоемкость имеют не большие показатели. Следовательно, кровать будет ...

... Общая площадь склада сырья. Аскл. = 70 м2*1,4 = 98 м2. 3. Площадь склада готовой продукции. Аг. = (12144,626*10*1,5*1,5)/1 = 273254,08 м2. ОХРАНА ТРУДА ПРИ ПРОИЗВОДСТВЕ ФАНЕРЫ. Клееные слоистые материалы. В процессе производства этих материалов на организм человека может воздействовать большое количество вредных и опасных факторов. К числу физических факторов относятся: повышенные ...
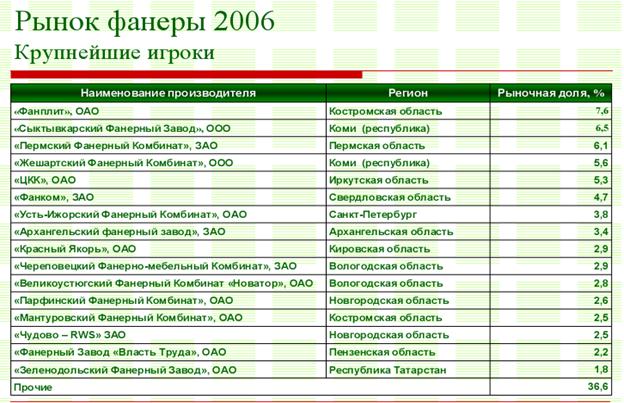
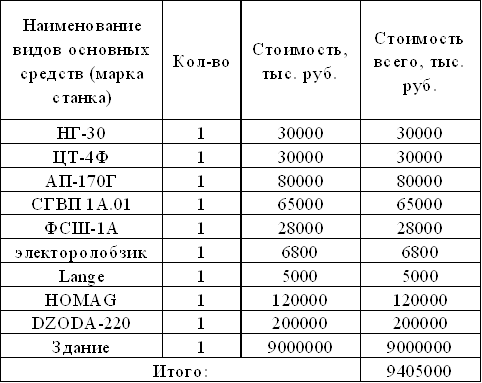
... и кромкой металлической линейки. Замер производится щупом (ГОСТ 8925) с погрешностью 0,2 мм. Измерение по ГОСТ 30427 8. ЭКОНОМИЧЕСКИЙ РАЗДЕЛ Проект реконструкции предусматривает частичную замену ныне действующего оборудования предприятия ОАО ”ФанДОК” на более производительное с увеличением объема производства. Годовой выпуск продукции до реконструкции составлял 36,5 тыс. м3 фанеры в ...
0 комментариев