Расчет годового фонда рабочего времени
Расчет выхода шпона из чурака и образующихся отходов при лущении
Расчет количества шпона и отходов
Расчет расхода смолы
Разделка сырья на чураки
Рубка ленты шпона на листы
Сортирование шпона
Нанесение клея на шпон
Генеральный план
МЕРОПРИЯТИЯ ПО ОХРАНЕ ТРУДА И БЕЗОПАСНОСТИ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Противопожарная профилактика
План по труду и заработной плате
Расчет стоимости сырья и материалов
Смета расходов по содержанию и эксплуатации оборудования
Калькуляция продукции
Навигация
Обоснование необходимости реконструкции ОАО "ФанДОК"
Обоснование необходимости реконструкции ОАО "ФанДОК"
90015
знаков
34
таблицы
0
изображений
ВВЕДЕНИЕ
1. ОБОСНОВАНИЕ НЕОБХОДИМОСТИ РЕКОНСТРУКЦИИ
2. технологический раздел 2.1 Аналитический обзор литературы
2.2 Разработка технологического процесса
2.3 Расчет производственной программы фанерного цеха
В настоящее время деревообрабатывающая промышленность находится в кризисном состоянии. Это также коснулось и производства фанеры. Обращает на себя внимание практически полный износ зданий, сооружений. Особое место занимает изношенность оборудования, что влечет за собой нестабильность режимов обработки, снижение точности обработки. Вместе с тем наблюдаются сбои в поставках качественного сырья, что в свою очередь ведет к снижению качества выпускаемой продукции. Но, не смотря на это, фанера пользуется неубывающим спросом и, на данном этапе развития предприятие не может обеспечить всех покупателей продукцией (спрос удовлетворяется примерно на 70%). Поэтому встает вопрос о реконструкции и техническом перевооружении предприятия.
При разработке дипломного проекта использовались данные по ОАО “ФанДОК”.
Цель дипломного проекта состоит в следующем: в увеличении производственной мощности за счет частичной замены оборудования на более производительное; в разработке мероприятий по снижению расхода сырья на ОАО “ФанДОК”.
Задачами дипломного проекта являются: автоматизация и механизация технологического процесса изготовления фанеры; разработка мероприятий по охране труда и безопасности жизнедеятельности, охране окружающей среды; разработка оптимальной системы контроля качества продукции.
1. ОБОСНОВАНИЕ НЕОБХОДИМОСТИ РЕКОНСТРУКЦИИ
1.1 Характеристика существующего производства
ОАО ”ФанДОК” находится в городе Бобруйске Могилевской области. Оно расположено на р.Березине вблизи железнодорожной и автомобильной магистралей. Это одно из старейших фанерно-деревообрабатывающих предприятий РБ. Его строительство было начато в 1926 году и закончено в 1930 году, когда и начался выпуск первой продукции: пиломатериалов, клееной фанеры, стройдеталей.
ОАО “ФанДОК” – предприятие, которое ведет полную переработку древесины от лесозаготовки и разделки хлыстов, выпуска товарных пиломатериалов, клееной фанеры, мебельных щитов, изделий деревообработки и высокохудожественной мебели.
Крупнейшим предприятием ОАО “ФанДОК” является фанерный завод, включающий в себя производство фанеры толщиной от 3 до 20 мм, гнутоклееных и плоскоклееных заготовок, строганого шпона.
Продукция фанерного завода хорошо известна в странах СНГ, ближнего и дальнего зарубежья.
В состав ОАО “ФанДОК” входят:
- фанерный завод;
- мебельная фабрика;
- фабрика мягкой мебели;
- деревообрабатывающий завод;
- Рогачевская мебельная фабрика.
Сегодня ОАО “ФанДОК” - многоотраслевое предприятие. Основными видами деятельности общества являются:
— лесозаготовки, лесопиление и деревообработка, выпуск продукции производственно-технического назначения;
— выпуск товаров народного потребления;
— оптовая и розничная торговля;
— торгово-закупочная деятельность;
— маркетинг, посредническая деятельность;
— оказание транспортно-экспедиционных услуг предприятиям, организациям и населению.
Общество имеет разветвленную социальную сферу: жилые дома, общежития, детский комбинат, санаторий-профилакторий, спортивный комплекс и медицинскую часть.
Фанерный цех состоит из следующих участков:
1.Участок лущения и рубки шпона на форматные листы;
2.Участок сушки шпона;
3.Участок сортировки шпона;
4.Участок починки шпона;
5.Участок ребросклеивания шпона;
6.Участок сборки пакетов и склеивания фанеры;
7.Участок обрезки фанеры по формату;
8.Участок сортировки и починки фанеры;
9.Участок шлифования фанеры;
10.Участок маркировки и упаковки фанеры.
Фанерным цехом выпускается следующая продукция:
1.Шпон мебельный. Производится из древесины березы и ольхи.
2.Фанера марки ФК. Изготавливается из древесины хвойных и лиственных пород (преимущественно береза и ольха). Формат листа фанеры: длина 1525 мм, ширина 1525 мм, толщина от 3 до 20 мм (ГОСТ 3916.1 – 96 и ГОСТ 3916.2 – 96).
Основные поставщики фанерного сырья: Витебсклес, Осиповичское ЛПХ, Червенское ЛПХ, Бобруйский лесхоз, Гомельское ЛПХ, Могилевлес и др.
Карбамидоформальдегидная смола КФ-МТ-15, применяемая для приготовления клея, покупается у Новгородской фирмы ”Акрон”. Хлористый аммоний поставляется Гродненским предприятием ”Азот”.
1.2 Обоснование необходимости реконструкцииНа ОАО ”ФанДОК” по сравнению с другими предприятиями высока энергоемкость технологического процесса из-за использования открытых пропарочных бассейнов, дорогого тепла от городской ТЭЦ и неэкономичных роликовых сушилок с паровым обогревом. Помимо этого, отсутствие системы учета поступаемого сырья, отсутствие автоматического контроля над режимом ГТО, а также использование лущильных станков, не обеспечивающих стабильность режимов обработки вследствие полного износа, влекут за собой повышенный расход сырья. Мною в 3 разделе был проведен анализ расхода сырья и даны следующие рекомендации:
- автоматизация учета сырья с использованием весового способа определения объема поступившей партии сырья;
- автоматизация контроля за параметрами режима ГТО;
- замена лущильных станков на более точные финской фирмы “Raute”;
- замена сушильных камер на роликовые с сопловым дутьем “Babkok”;
- автоматизация сортировки шпона и фанеры
- автоматизация сборки пакетов и прессования фанеры.
2. технологический раздел 2.1 Аналитический обзор литературы
Проблема использования сырья является важной для любого предприятия, особенно выпускающего материалоемкую продукцию. К такой продукции относится фанера, удельный вес древесины в материалоемкости которой составляет около 50%. Поэтому вопросы, связанные с определением источников отходов и потерь древесины, с рекомендациями по снижению расхода сырья, а также с поиском компромисных решений при использовании пиловочника для выпуска высокосортной фанеры является важными для любого предприятия.
В настоящее время наряду с проблемой, связанной с ухудшением качества поступаемого сырья, встает проблема полного износа оборудования, что влечет за собой ухудшение качества обработки, неустойчивость режимов обработки и, как следствие, повышенный расход сырья и других ресурсов.
Древесина, поступающая на предприятие, определяет технологию изготовления фанеры, состав, количество и тип оборудования, организацию труда и всего производства в целом, а также тип и экономические показатели. В свою очередь, расход древесины на изготовление 1 м3 фанеры в условиях существующего технологического процесса с его случайными возмущениями будет определяться совокупностью характеристик древесины, качеством подготовки фанерных чураков и технологиями, используемыми в производстве фанеры.
Рост расхода сырья в производстве фанеры объясняется:
– отсутствием системы оценки влияния совокупности сортообразующих пороков на качество выходной продукции;
– отсутствием технических средств регистрации и анализа сортообразующих пороков древесины;
– изменением характеристик имеющихся ресурсов фанерного сырья. Так, уменьшились средний диаметр поставляемой древесины на 15-20 мм, средний удельный вес сырья I сорта на 2-3 %, а II сорта на 10-12 %; увеличилось количество поставок тонкомера до 10%. В счет фондов фанерного сырья на предприятия поставляется пиловочник. Все это приводит к увеличению расхода фанерного сырья на производство 1 м3 фанеры.
Рассматривая технологический процесс изготовления фанеры с точки зрения его технической базы, следует выделить такие показатели, как уровень техники и стабильность технологических операций, выполняемых на этой технике. Если первое подразумевает прогрессивность технических решений, заложенных в оборудование, то второе – сохранение постоянства показателей (толщина и разнотолщинность шпона, ширина и длина форматных листов шпона, его влажность и т.д.) в течение заданного интервала времени
Например, одной из важных операций в технологическом процессе изготовления фанеры является лущение. Центровочно-загрузочное устройство лущильного станка является одним из тех видов оборудования, по которому можно судить об уровне техники в производстве лущеного шпона. В настоящее время центровка чурака выполняется по трем точкам, лежащим на сторонах описанного треугольника, по четырем точкам, лежащим на сторонах прямоугольника. Основным недостатком этих устройств является значительная ошибка при нахождении экономической оси чурака. При этом зоны чурака, используемые для центровки, не являются оптимальными, что может дополнительно снизить коэффициент использования древесины на 1,5-3,0%.
Повышение точности центровки может быть достигнуто только при наличии полной информации о сечениях древесины по ее длине, позволяющей определить оптимальную экономическую ось максимального по объему вписанного в нее цилиндра.
Поэтому наибольшее количество отходов древесины (около 30%) в виде карандашей и шпона-рванины приходится на производство лущеного шпона. Часть этих отходов определяется характеристиками древесины и неточностью центровки, а часть несовершенством лущильного станка и организацией производства. Кроме этого 0,5-2,5% объема шпона составляют организационно-технические потери, величина которых зависит от состояния станка, квалификации обслуживающего персонала и т.д. Организационные причины определяют и образование в листах сырого шпона 30% трещин из общего числа.
Стабильность операции рубки шпона так же, как и операции лущения, определяются параметрами механической обработки и характеристиками древесины, а так же характерным фактором только для этой операции механической обработки и характеристиками древесины, а так же характерным фактором только для этой операции – постоянством рабочего цикла рубки. Последний определяет величину погрешности получаемой ширины форматного листа.
Отходы древесины возникают и после сушки за счет образования кускового шпона. Причины их разные – это и состояние оборудования, динамика процесса сушки шпона, характеристики древесины, необходимое положение листа шпона на роликах и т.д. Другим важным фактором образования кускового шпона при его сушке является отсутствие сортировки шпона по влажности после рубки ленты шпона. В результате на предприятии устанавливаются максимально допустимые режимы сушки, приводящие к образованию листов шпона с ”нулевой” влажностью, обладающих высокой хрупкостью, что приводит к образованию трещин и разрывов листов.
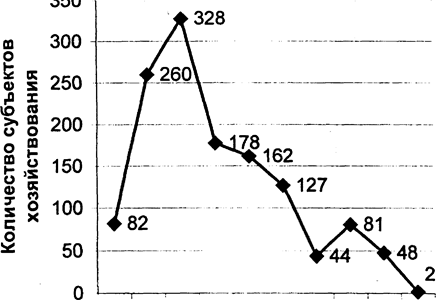
Нерационально используется фанерное сырье и в последней фазе изготовления фанеры. Начинается это с определения сорта шпона. По данным исследований из каждой, полученной в процессе производственного сортирования, партии шпона определенного сорта отвечает требованиям ГОСТа для этого сорта менее половины всего количества листов: сорт Е – 24,9%, сорт I – 27,0%, сорт II – 27,6%, сорт III – 48,3%(для сравнения по ОАО ”ФанДОК” соответственно в среднем 6%, 8,5%, 16%, 21%). В отдельных случаях причинами перепадов сортности шпона могут являться трещины и дефекты лущения, которые определяются уровнем техники и организации производства.
Чтобы получить фанеру с высокими механическими показателями при учете поля рассеивания размеров шпона по толщине, неточности изготовления плит пресса, плотности и влажности шпона, марки клея, требуется обеспечить давление прессования в пределах 1,8-2,5 МПа. В этом случае происходят безвозвратные потери древесины (упрессовка).
На фанерных предприятиях используется такой показатель, как удельный расход фанерного сырья на производство 1 м3 сырого и сухого шпона и фанеры. Несмотря на то, что этот показатель не позволяет оценить качественные характеристики древесины и шпона, он, тем не менее, дает количественную оценку, т.е. технологический и производственный количественные выходы. Первый характеризует возможное количество продукции, получаемое в результате переработки фанерного сырья по принятой технологии, второй – фактическое количество продукции, получаемое с учетом не только технологических, но и производственных потерь и отходов.
В таблице приведены нормы расхода сырья на ОАО ”ФанДОК” в период с1999 года по 2003 год.
Таблица 2.1.
Нормы расхода сырья, м3/м3
| Порода | 1999-2000 год | 2001 год | 2002 год | 2003 год |
| Береза | 2,72 | 2,82 | 2,74 | 2,74 |
| Ольха | 2,72 | 2,95 | 2,8 | 2,84 |
| Осина | 3,024 | 2,91 | 2,78 | 2,80 |
| Сосна | 3,0 | 3,01 | 2,76 | 2,81 |
2.2 Разработка технологического процесса
Фанерное сырье, поступающее на фанерный завод железнодорожным и автомобильным транспортом, разгружается консольно-козловым краном ККС – 10 и укладывается в плотные или пачковые (в стопах) штабеля.
Кряжи, подлежащие гидротермической обработке, с помощью механизма поштучной выдачи перекладываются на цепной конвейер. Сырье по конвейеру подается к карманам-накопителям, где производится сортировка сырья по породам, диаметрам и формирование пакетов. Сформированный пакет обвязывают цепями. Загрузка и выгрузка сырья в бассейн производится консольно-козловым краном ККС – 10. Укладка пакетов производится вдоль секций бассейна продольными рядами. После разгрузки секций бассейна для уменьшения потерь тепла и полного погружения фанерного сырья в воду сырье в секциях закрывают тяжелыми съемными крышками. Гидротермическая обработка фанерного сырья производится при температуре воды в бассейне + 40°С. Обработка считается законченной тогда, когда температура на поверхности карандаша будет не менее +20°С. В зимнее время температура воды в бассейне составляет 42°С. Продолжительность обработки в зимнее время составляет ![]() 14 часов (при температуре наружного воздуха от – 11 до - 20°С, при среднем диаметре сырья 22 см), в остальное время года продолжительность ГТО составляет 7 часов.
14 часов (при температуре наружного воздуха от – 11 до - 20°С, при среднем диаметре сырья 22 см), в остальное время года продолжительность ГТО составляет 7 часов.
После ГТО кряжи с помощью цепного конвейера подаются в раскряжевочный цех, где производится раскрой их на чураки. При этом используется балансирная пила собственного изготовления. Затем чураки по цепному конвейеру подаются в лущильное отделение фанерного завода.
Лущение производится на лущильных станках финской фирмы “Raute” 3VKKT. Лента шпона по конвейеру-петлеукладчику перемещается к роторным ножницам, где производится рубка ленты на форматные листы. Кора, шпон-рванина и карандаш с помощью ленточного конвейера, расположенного ниже уровня пола под станком, удаляются из отделения. Кусковой шпон шириной не менее 150 мм прирубается на гильотинных ножницах НГ – 18.
Стопы шпона электропогрузчиком подаются в сушильное отделение. Сушка шпона производится в роликовых камерах с сопловым дутьем “Babkok” отдельно по породам и толщинам шпона до влажности 8%. Средняя температура теплоносителя 140°С. После сушки шпон подается на автоматическую сортировку для шпона ЛСШ. Сортируется шпон на пять сортов: E, I, II, III, IV и несортовой.
После сортировки шпон, подлежащий починке, электропогрузчиком подается к шпонопочиночным станкам ПШ – 2, где производится удаление дефектов. Шпон, подлежащий ребросклеиванию, подвозится к линии “Kuper”, где производится прирубка кромок, поперечное ребросклеивание клеевой нитью в непрерывную ленту и рубка ленты на форматные листы.
Пачки шпона электропогрузчиком подаются в клеильное отделение к клеенаносящим станкам и механизму автоматической подачи шпона. Пакеты, собранные на подъемном столе, с помощью роликовых конвейеров подаются к загрузочной этажерке пресса. Склеенная фанера, выгружаемая из пресса, подлежит охлаждению. Для этой цели используются веерные камеры охлаждения.
Охлажденная фанера погрузчиком подается на участок обрезки, где обрезается по формату на круглопильных станках FS-1. Далее фанера поступает на участок сортирования. Фанера, требующая починки, подается на участок починки фанеры.
Фанера, подлежащая шлифованию, шлифуется с двух сторон и вместе с остальной фанерой подается на участок упаковки, маркировки. Упакованная в пачки фанера вывозится погрузчиком на склад.
2.3 Расчет производственной программы фанерного цеха
Похожие работы
... встречного движения налогов. Необходимо иметь самостоятельные,устойчивые источники формирования доходов местных бюджетов. Местные органы государственной власти могут стимулировать деятельность тех предприятий, которые наиболее нужны для социального и экономического развития региона с помощью системы льготустановление льготных ставок арендной платы за аренду территории, льготного кредитования, ...
0 комментариев