Навигация
10. Выбор муфты
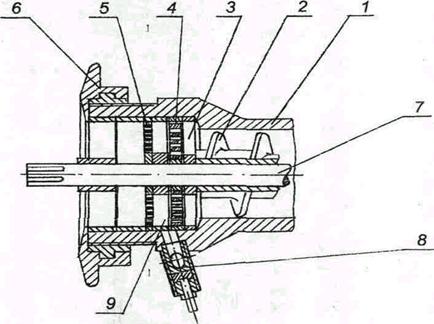
При выборе муфт руководствуемся следующими соображениями. В приводах, испытывающих ударные нагрузки, следует предусматривать упругие муфты. Упругие муфты рекомендуется применять при не строго выдержанной соосности соединяемых валов в процессе монтажа и эксплуатации. Широкое распространение получили муфты с неметаллическими упругими элементами. Примем наиболее простую из них – муфта упругая втулочно- пальцевая (МУВП) по ГОСТ 21424-75 с цилиндрическим отверстием на концы валов по ГОСТ 12080-66. Упругие втулки из специальной резины, стойкой в минеральном масле, воде, бензине и керосине. Муфты выдерживают кратковременные двукратные перегрузки. Материал полумуфт – чугун СЧ 21-40. Материал пальцев – сталь 45. Муфту выбираем по диаметру вала и по величине расчётного момента
![]() ,
,
где k = 1,4 – коэффициент, учитывающий эксплуатационные условия;
Мном .= 26,75 Нм – номинальный передаваемый момент.
![]() .
.
Для согласования вала электродвигателя ![]() и вала редуктора
и вала редуктора ![]() выбираем муфту с номинальным крутящим моментом
выбираем муфту с номинальным крутящим моментом ![]() . Полумуфту для вала электродвигателя выбираем по второму ряду (d = 30мм) и растачиваем до диаметра 32мм.
. Полумуфту для вала электродвигателя выбираем по второму ряду (d = 30мм) и растачиваем до диаметра 32мм.
11. Смазка редуктора
Смазка зубчатого зацепления производится окунанием зубчатого колеса в масло, заливаемое внутрь корпуса до уровня, обеспечивающего погружение колеса на высоту зуба (примерно 10мм). Объем масляной ванны VM определяем из расчета 0,5 дм3 масла на 1 кВт передаваемой мощности ![]() дм3.
дм3.
По [1, табл. 8.8] устанавливаем вязкость масла в зависимости от окружной скорости. В быстроходной паре при скорости ![]() м/с рекомендуемая вязкость
м/с рекомендуемая вязкость ![]() ; в тихоходной
; в тихоходной ![]() м/с рекомендуемая вязкость
м/с рекомендуемая вязкость ![]() . Среднее значение
. Среднее значение ![]() . По [1, табл.8.10] принимаем масло индустриальное И-100А по ГОСТ 20799—75 с вязкостью
. По [1, табл.8.10] принимаем масло индустриальное И-100А по ГОСТ 20799—75 с вязкостью ![]() .
.
Уровень масла контролировать жезловым маслоуказателем при остановке редуктора.
Подшипники смазывать пластичной смазкой, которую закладывают в подшипниковые камеры при сборке. Периодически смазку пополнять шприцем через пресс-маслёнки, заполняя на 2/3 объёма узла. Сорт смазки — УТ-1 ГОСТ 1957-73 [1, табл. 7.15].
12. Сборка редуктора
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской.
Сборку производят в соответствии с чертежом общего вида редуктора, начиная с узлов валов:
на ведущий вал насаживают мазеудерживающие кольца и шарикоподшипники, предварительно нагретые в масле до 80— 100° С;
в промежуточный вал- шестерню закладывают шпонку 12´8´32, напрессовывают быстроходное зубчатое колесо до упора в зубчатый венец вал- шестерни, насаживают распорную втулку и мазеудерживающие кольца, устанавливают предварительно нагретые в масле конические роликоподшипники;
в ведомый вал закладывают шпонку 16´10´45 и напрессовывают тихоходное зубчатое колесо до упора в бурт вала, затем надевают распорную втулку, мазеудерживающие кольца и устанавливают конические роликоподшипники, предварительно нагретые в масле.
На ведущий и ведомый валы насаживаются распорные втулки и крышки сквозные с впрессованными в них манжетами.
Собранные валы укладывают в основание корпуса редуктора, вкладывают регулировочные шайбы, регулировочные крышки (ранее собранные с регулировочным винтом и стопорным рычагом) и надевают крышку корпуса; покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Для центровки устанавливают крышку на корпус с помощью двух конических штифтов, затягивают болты, крепящие крышку к корпусу.
После этого в подшипниковые камеры закладывают пластичную смазку, регулируют натяг подшипников. Проверяют проворачиванием валов отсутствие заклинивания подшипников (валы должны проворачиваться от руки).
Далее на конец ведомого вала в шпоночную канавку закладывают шпонку, устанавливают звездочку и фиксируют её шайбой. Шайба крепится болтом М6, который фиксируется стопорной шайбой и штифтом.
Затем ввертывают пробку маслоспускного отверстия с прокладкой и жезловый маслоуказатель. Заливают в корпус масло и закрывают смотровое отверстие крышкой с прокладкой; закрепляют крышку болтами.
Собранный редуктор обкатывают и подвергают испытанию на стенде по программе, устанавливаемой техническими условиями.
Библиографический список
1. С. А. Чернавский, Курсовое проектирование деталей машин, М.: «Машиностроение», 1980г.
2. П. Ф. Дунаев, О. П. Леликов, Конструирование узлов и деталей машин, М.: «Высшая школа», 1998г.
Похожие работы

... проекта зависят технико-экономические показатели проектируемого производства.Планы подготовки компонентов смеси При разработке планов подготовки компонентов смеси следует руководствоваться нормами технологического режима производства шерстяной пряжи [6], где приведены различные варианты планов обработки волокнистых материалов в зависимости от их состояния. Аналогичная информация приводится в ...
... оборудования Бежецкий завод «Автоспецоборудование» Российско-Чешская фирма «Росинтерэкотех» Нижегородский завод оборудования 5. Составление операционно-технологической карты на ТО или диагностирование Виды и назначение технологических карт Для наиболее рациональной организации работ по ТО, ремонту и диагностированию автомобилей, его агрегатов и ...

... работ представляется в таблице 34. Вид работ % Число рабочих расчетное принятое Ремонт и обслуживание технологического оборудования, оснастки и инструмента 25 5 5 Ремонт и обслуживание инженерного оборудования, сетей и коммуникаций 20 4 4 Перегон автомобилей 10 2 2 Приемка, хранение и выдача материальных ценностей 20 4 4 Уборка производственных помещений и территории 15 ...
... , обжарка и варка); охлаждение и хранение. В результате предлагаемой модернизации сократятся расход энергии, ручной труд, повысится качество продукции. Предложенную модернизацию оборудования в линии производства вареных колбас можно провести силами ремонтной мастерской. Ремонтная мастерская обладает всем необходимым набором оборудования для проведения ремонта и изготовления деталей своими ...
0 комментариев