Навигация
Технологическая последовательность обработки изделия
43381
знак
14
таблиц
2
изображения
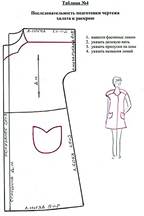
1.5 Технологическая последовательность обработки изделия
Таблица № 1
| № операции | Наименование неделимой операции | Специальность | Разряд | Затраты времени | Оборудование Спец. приспособл. Инструменты |
| Заготовительная секция | |||||
| Последовательность обработки блузки. | |||||
| 1. | Получение кроя | Р | 2 | 60 | Журнал ручная |
| 2. | Проверка комплектности деталей кроя | Р | 2 | 60 | Лекало, мел. |
| 3. | Размещение деталей кроя по рабочим местам | Р | 2 | 30 | Тележка |
| Обработка мелких деталей | |||||
| Обработка воротника | |||||
| 4. | Обтачивание нижнего воротника верхним по концам и отлету воротника с одновременным притачиванием канта ш.ш 0.7 см. | М | 3 | 40 | Машина 97 кл. |
| 5 | Приутюживание воротника | П | 5 | 20 | Пресс Сs-313 |
| Обработка полочки | |||||
| 6 | Намеловка месторасположения вытачек | Р | 2 | 25 | Мел, лекало |
| 7 | Стачивание талиевых вытачек | М | 3 | 30 | Машина 97 кл. |
| 8 | Заутюживание талиевых вытачек | У | 3 | 15 | СУ-0001-03 Легмаш |
| 9 | Притачивание верхней части полочки со средней частью полочки с одновременным притачиванием канта ш.ш 1.0см | М | 3 | 64 | Машина 97 кл. |
| 10 | Обметывание срезов верхней части полочки | СМ | 3 | 20 | Алтен 8515 |
| 11 | Притачивание нижней части полочки со средней частью с одновременным притачиванием канта ш.ш 1.0 см | М | 3 | 64 | Машина 97 кл. |
| 12 | Обметывание срезов нижней части полочки | СМ | 3 | 20 | Алтен 8515 |
| 13 | Заутюживание рельефных швов | у | 3 | 30 | СУ-0001-03 Легмаш |
| 14 | Обметывание срезов подборта | СМ | 3 | 40 | Алтен 8515 |
| 15 | Обтачивание борта подбортом ш.ш 0.7 см | М | 3 | 90 | Машина 97 кл |
| 16 | Приутюживание борта | П | 5 | 40 | Пресс Сs-313 |
| Обработка спинки | |||||
| 17 | Намеловка месторасположения вытачек | Р | 2 | 25 | Мел, лекало |
| 18. | Стачивание плечевых вытачек | М | 3 | 30 | Машина 97 кл |
| 19. | Заутюживание плечевых вытачек | у | 3 | 15 | СУ-0001-03 Легмаш |
| 20. | Стачивание талиевых вытачек | М | 3 | З0 | Машина 97 кл |
| 21 | Заутюживание талиевых вытачек | У | 3 | 15 | СУ-0001-03 Легмаш |
| 22 | Притачивание верхней части спинки и нижней части спинки с одновременным притачиванием канта ш.ш 1.0 см | М | 3 | 30 | Машина 97 кл |
| 23 | Обметывание срезов верхней части спинки | СМ | 3 | 25 | Алтен 8515 |
| Обработка рукавов | |||||
| 24 | Стачивание нижнего шва рукава ш.ш 1.0 см | М | 3 | 10 | Машина 97 Кл |
| 25 | Обметывание нижнего среза рукава | СМ | 3 | 10 | Алтен 8515 |
| 26 | Зазутюживание нижнего шва рукава | У | 3 | 13 | СУ-0001-03 Легмаш |
| 27 | Притачивание обтачки к низу рукава с одновременным притачиванием канта ш.ш 0.7 см. | М | 3 | 80 | Машина 97 кл |
| Монтажная секция | |||||
| 28 | Стачивание боковых срезов ш.ш 1.0 см | М | 3 | 50 | Машина 97 кл |
| 29 | Заутюживание боковых срезов | У | 3 | 25 | СУ-0001-03 Легмаш |
| 30 | Обметывание боковых срезов | СМ | 3 | 30 | Алтен 8515 |
| 31 | Стачивание плечевых срезов ш.ш 1.0 см | М | 3 | 20 | Машина 97 кл |
| 32 | Обметывание плечевых срезов | СМ | 3 | 20 | Алтен 8515 |
| 33 | Заутюживание плечевых швов | У | 3 | 15 | СУ-0001-03 Легмаш |
| 34 | Втачивание воротника в горловину ш.ш. 1.0 см | М | 3 | 80 | Машина 97 кл |
| 35 | Заутюживание швов втачивания воротника в горловину | У | 3 | 32 | СУ-0001-03 Легмаш |
| 36 | Втачивание рукавов в пройму ш.ш. 1.0 см | М | 3 | 90 | Машина 97 кл |
| 37 | Обметывание срезов рукава | СМ | 3 | 30 | Алтен 8515 |
| 38 | Приутюживание швов втачивания рукавов | П | 5 | 15 | Пресс Сs-313 |
| 39 | Застрачивание низа блузы ш.ш 0,2 см | М | 3 | 46 | Машина 97 кл |
| Отделочная секция | |||||
| 40 | Нанесение местоположения застежек | Р | 2 | 20 | Мел. лекало |
| 41 | Притачивание тесьмы с крючками | М | 3 | 50 | Машина 97 кл |
| 42 | Притачивание тесьмы с петлями | М | 3 | 50 | Машина 97 кл |
| 43 | Чистка блузки | Р | 2 | 100 | |
| 44 | Приутюживание полочки | П | 5 | 65 | Пресс Сs-313 |
| 45 | Приутюживание спинки | П | 5 | 65 | Пресс Сs-313 |
| 46 | Приутюживание рукавов | П | 5 | 65 | Пресс Сs-313 |
| 47 | Приутюживание воротника | П | 5 | 65 | Пресс Сs-313 |
| 48 | Прикрепление маркировочного талона | Р | 2 | 31 | |
| 49 | Упаковка блузки | Р | 2 | 35 | |
| 50 | Сдача продукции на склад | Р | 2 | 40 | |
Итого:
Заготовительная секция : 911
Монтажная секция:453
Отделочная секция:586
| № Операции | Наименование неделимой операции | Специальность | Разряд | Затраты времени | Оборудование Спец. приспособл. Инструменты |
| Последовательность обработки юбки | |||||
| Заготовительная секция | |||||
| 51 | Получение кроя | Р | 2 | 60 | Журнал, Ручка |
| 52 | Проверка комплектностей деталей кроя | Р | 2 | 60 | Лекало, мел |
| 53 | Размещение деталей кроя по рабочим местам | Р | 2 | 30 | Тележка |
| Обработка мелких деталей | |||||
| Обработка обтачки | |||||
| 54 | Стачивание бокового шва обтачек юбки с одновременным притачиванием тесьмы для вешалки ш.ш 1.0 см | М | 3 | 20 | Машина 97 кл |
| 55 | Разутюживание бокового шва обтачки | У | 3 | 10 | СУ-0001-03 Легмаш |
| 56 | Обметывание нижнего среза обтачки | СМ | 3 | 30 | Алтен 8515 |
| Обработка подкладки | |||||
| 57 | Обметывание боковых швов подкладки | СМ | 3 | 35 | Алтен 8515 |
| 58 | Стачивание боковых срезов подкладки | М | 3 | 35 | Машина 97 кл |
| 59 | Заутюживание боковых швов подкладки | У | 3 | 45 | СУ-0001-03 Легмаш |
| 60 | Настрачивание сборочной строчки | М | 3 | 15 | Машина 97 кл |
| 61 | Притачивание оборки к нижнему срезу подкладки | М | 3 | 35 | Машина 97 кл |
| Монтажная секция | |||||
| 62 | Стачивание переднего полотнища юбки с задним полотнищем | М | 3 | 45 | Машина 97 кл |
| 63 | Обметывание швов стачивания переднего и заднего полотнищ юбки | СМ | 3 | 30 | Алтен 8515 |
| 64 | Разутюживание боковых швов | У | 3 | 46 | СУ-0001-03 Легмаш |
| 65 | Притачивание обтачки к верхнему срезу юбки ш.ш 1,0 см. | М | 3 | 40 | Машина 97 кл |
| 66 | Застрачивание обтачки к верхнему срезу юбки ш.ш 0,2 см. | М | 3 | 25 | Машина 97 кл |
| 67 | Приутюживание обтачки | П | 5 | 35 | Пресс Сs-313 |
| 68 | Притачивание подкладки к нижнему срезу обтачки 0,1 см. | М | 3 | 56 | Машина 97 кл |
| Отделочная секция | |||||
| 69 | Притачивание тесьмы – молнии к правой стороне | М | 3 | 35 | Машина 97 кл |
| 70 | Притачивание тесьмы – молнии к левой стороне | М | 3 | 35 | Машина 97 кл |
| 71 | Чистка юбки | Р | 2 | 100 | |
| 72 | Приутюживание переднего полотнища юбки | П | 5 | 52 | Пресс Сs-313 |
| 73 | Приутюживание заднего полотнища юбки | П | 5 | 52 | Пресс Сs-313 |
| 74 | Приутюживание подкладки | П | 5 | 52 | Пресс Сs-313 |
| 75 | Приутюживание верхнего края юбки | П | 5 | 52 | Пресс Сs-313 |
| 76 | Приутюживание низа юбки | П | 5 | 52 | Пресс Сs-313 |
| 77 | Прикрепление маркировочного талона | Р | 2 | 31 | |
| 78 | Упаковка юбки | Р | 2 | 35 | |
| 79 | Комплектование блузы с юбкой по маршрутному листу | Р | 2 | 25 | |
| 80 | Сдача продукции на склад | Р | 2 | 40 | |
Итого:
Заготовительная секция:375 сек.
Монтажная секция:277 сек.
Отделочная секция:561 сек.
Итого по всему изделию:3164
заготовительная секция:1286
монтажная секция:730
отделочная секция:1147
Трудоемкость изделия и такт потока составили
Т=3164, Nф=30ч. τ=Т/N=3164/30. τ= 105.4
2. Организация производства
Потоком называется такая форма организации производственных процессов, при которой все операции на рабочих местах выполняются в определенной заранее установленной технологической последовательности с заданным количеством рабочих и оборудования.
2.1 Предварительный расчет потока такт потока в табличной форме
Таблица № 2
| Наименование расчетного параметра | Расчетная формула | Единица измерения | Расчет |
| 1. Такт потока | τ = Тсм/М | Сек. | 105.4 |
| 2. Кол-во раб. потока по секциям | N = Тизд/τ | ||
| N1 = Т1/ τ | 12.20 | ||
| N2 = Т2/ τ | 6.9 | ||
| N3 = Т3/ τ | 10.8 | ||
| 4. Площадь потока | Sn = N * Sm | Сек. | 192 |
2.2 Обоснование выбора типа потока
Для швейного производства характерны две основные формы организации – прерывная, или непоточная, и непрерывная, или поточная.
Непоточная форма характеризуется малым объемом производства, нестабильностью предметов труда, универсальностью исполнителей и применяемых средств труда. Такая организация труда применяется при индивидуальном производстве.
Поточное производство характеризуется следующими факторами: непрерывностью и ритмичностью изготовления изделий, основанными на разделении процесса на операции, ровные или кратные по времени; закреплением каждой операции за рабочим местом с необходимым оборудованием и расположением их в соответствии с технологической последовательностью обработки изделия; непрерывной передачей обрабатываемых изделий от операции к операции.
Потоком называется такая форма организации производственных процессов, при которой все операции на рабочих местах выполняются в определенной, заранее установленной технологической последовательности с заданным количеством рабочих и оборудования.
Тип потока – это комплексная характеристика, определяемая организационной структурой, характером перемещения полуфабрикатов, используемыми транспортными средствами, способом запуска и т. д.. Все типам потоков с их разновидностями присущи единые основные правила их проектирования.
Проектированию потока любой организационной фирмы предшествует расчеты его параметров.
Параметрами потока по производству конкретного вида изделия считают следующие факторы: такт потока, мощность, выраженную выпуском продукции в определенный отрезок времени, ил количеством рабочих, занятых в потоке; количество рабочих мест и поточных линий; площадь, занятую потоком.
Тактом потока называется средняя расчетная затрата времени, в течении которой один исполнитель выполняет свою операцию в потоке. Такт потока показывает средний промежуток времени, через которое изделие сходит с потока (запускается в поток).
Мощность потока выражает выпуском изделий в смену.
В швейных цехах применяют потоки, которые в зависимости от вида изделия, его размера, массы, частоты сменяемости моделей, объема выпуска различаются ритмом, способом передачи полуфабриката между рабочими местами, расположением рабочих мест на площади цеха, размерами транспортной партии и т. д..
По характеру движения полуфабриката потоки могут быть со строгим (ритмичный поток) и свободным ритмом работы. В потоках со строгим ритмом работы применяют конвейер, движение которого согласовано с продолжительностью выполнения операции.
В потоках со свободным ритмом могут применяться не ритмичные конвейеры с транспортными устройствами в виде ленты или цепи, замкнутой в вертикальной или горизонтальной плоскости, в виде винтового устройства. На ритмичность выполнения операций и движение изделие в потоке влияют различные факторы, отвлекающие рабочего от основной работы: технические, организационные и физические.
Мощность потока характеризуется максимальным количеством продукции, которое может быть изготовлено в единицу времени, а также числом рабочих в потоке.
Структура потов определяется разбивкой их на группы. При обработке однородных швейных изделий технологически свободных операций может быть свыше 80%, а технически разнообразных операций, только 20%. Поэтому технологический процесс целесообразно разбить на самостоятельные группы (секции).
Секционным потоком называется поток, в котором технологический процесс расчленен по стадиям обработки изделия на секции (заготовительная, монтажная, отделочная), подчиняющееся единому такту потока.
По количеству моделей, изготовляемых в потоке, потоки могут быть одномодельными, многомодельными и многоассрортиментными. Одномодельные потоки применяют, как правило, при изготовлении изделий стабильного ассортимента (специальная и форменная одежда). Многомодельные – при изготовлении изделий любого ассортимента; Многоассортиментные – при изготовлении нескольких видов изделий (например, пальто женское и жакеты, пальто и полупальто мужское, пальто для детей дошкольного и младшего дошкольного возраста).
В швейных цехах применяются потоки следующих типов: групповые, агрегатные, их сочетание – агрегатно-групповое (АГП), конвейерные ритмичные (с регламентированным ритмом работы), конвейерные со свободным ритмом.
Похожие работы
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...
... работа – важный этап профессионального становления личности. При выполнении дипломной работы были использованы все знания, умения, приобретенные за время учебы. Была разработана коллекция женской нарядной одежды под девизом «Рязанская акварель». Изделия коллекции отличаются друг от друга по внешнему виду: они различны по форме, силуэту, покрою. В данном разделе необходимо найти применение ...
... формы изделию. Технологическая последовательность изготовления проектируемого женского летнего платья представлена в таблице 9, опущенной в приложении. 2.6 Расчет экономический проектируемой технологии при изготовлении женского летнего платья Таблица 10-Расчёт эффективности выбранных методов обработки в целом по изделию № Вид выполняемой работы Затраты времени ПСЗВ ППТ Существующие ...
... побывав в течение учебного процесса в роли художника-модельера, конструктора, технолога, оператора швейного производства, демонстратора одежды, что создает основу, фундамент для последующей профессиональной подготовки[11]. Главные требования к уроку технологии: 1) четкость и ясность основных учебно-воспитательных целей при проведении занятия; 2) правильный подбор учебного материала для урока в ...
0 комментариев