Навигация
Расчет условий согласования времени операций
43381
знак
14
таблиц
2
изображения
2.3 Расчет условий согласования времени операций
При согласовании технологической системы потока практически невозможно обеспечить загрузку в полном соответствии с тактом по всем организациям. Поэтому, продолжительность организации операций может иметь окончательной от такта в пределах условия согласования потока.
Условия согласования потока:
tp= ( 0.9; 1.1 )*Tx*1
Tmin=94,3
Tmax=116
2.4 Технологическая схема потока
Таблица №3
| Наименование неделимой операции | Специальность | Разряд | Расценок | Норма времени | Кол-во работников | Оборуд. / Присп. | |||
| расчет | количество | ||||||||
| 01 | 1 | Получение кроя(блузка) | Р | 2 | 0.408 | 60 | Журнал, ручка | ||
| 3 | Размещение деталей кроя по рабочим местам( блузка) | Р | 2 | 0.204 | 30 | Тележка | |||
| 6 | Нанесение месторасположения вытачек на полочке | Р | 2 | 0.17 | 25 | Лекало, мел | |||
| Итого: | Р | 2 | 0.782 | 105 | 1.01 | 1 | |||
| 02 | 50 | Получение кроя(юбка) | Р | 2 | 0,408 | 60 | Журнал, ручка | ||
| 52 | Размещение деталей кроя по рабочим местам(юбка) | Р | 2 | 0,204 | 30 | Тележка | |||
| 17 | Нанесение месторасположения вытачек на спинке | Р | 2 | 0,17 | 25 | Лекало, мел | |||
| Итого: | Р | 2 | 0,782 | 115 | 1,09 | 1 | |||
| 03 | 2 | Проверка комплектностей деталей кроя (блузка) | Р | 2 | 0,408 | 60 | Лекало, мел | ||
| 48 | Упаковка блузки | Р | 2 | 0,238 | 35 | ||||
| Итого: | Р | 2 | 0,646 | 95 | 0,1 | 1 | |||
| 04 | 51 | Проверка комплектностей деталей кроя(юбка) | Р | 2 | 0.408 | 60 | Лекало, мел | ||
| 78 | Упаковка юбки | Р | 2 | 0.238 | 35 | ||||
| 40 | Нанесение местоположения застежек | Р | 2 | 0.136 | 20 | Лекало, мел | |||
| Итого | Р | 2 | 0.782 | 115 | 1.09 | 1 | |||
| 05 | 4 | Обтачивание нижнего воротника верхним по конца и отлету воротника с одновременным притачиванием канта ш.ш 0.7 мм | М | 3 | 0.292 | 40 | Машина 97 кл. | ||
| 9 | Притачивание верхней части полочки к средней части полочки с одновременным притачиванием канта ш.ш 1.0 см. | М | 3 | 0.467 | 64 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7592 | 94 | 0.8 | 1 | |||
| 06 | 7 | Стачивание талиевых вытачек (блузка) | М | 3 | 0.219 | 30 | Машина 97 кл. | ||
| 18 | Стачивание плечевых вытачек (блузка) | М | 3 | 0.219 | 30 | Машина 97 кл. | |||
| 20 | Стачивание талиевых вытачек (блузка) | М | 3 | 0.219 | 30 | Машина 97 кл. | |||
| 24 | Стачивание нижнего шва рукава ш.ш 1,0 см. | М | 3 | 0.073 | 10 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.73 | 100 | 0.9 | 1 | |||
| 07 | 8 | Заутюживание талиевых вытачек | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш. | ||
| 13 | Заутюживание рельефных швов (полочка) | У | 3 | 0.219 | 30 | СУ-0001-03 Легмаш | |||
| 19 | Заутюживание плечевых вытачек | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш | |||
| 26 | Заутюживание линии шва рукава | У | 3 | 0.0949 | 13 | СУ-0001-03 Легмаш | |||
| 21 | Заутюживание талиевых вытачек (спинка) | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш | |||
| 29 | Заутюживание боковых срезов | У | 3 | 0.1825 | 25 | СУ-0001-03 Легмаш | |||
| Итого: | У | 3 | 0.824 | 113 | 1.07 | 1 | |||
| 08 | 10 | Обметывание срезов верхней части полочки | СМ | 3 | 0.146 | 20 | Алтен 8515 | ||
| 12 | Обметывание срезов нижней части полочки | СМ | 3 | 0.146 | 20 | Алтен 8515 | |||
| 14 | Обметывание срезов подборта | СМ | 3 | 0.292 | 40 | Алтен 8515 | |||
| 23 | Обметывание срезов верхнейчасти спинки | СМ | 3 | 0.1825 | 25 | Алтен 8515 | |||
| 25 | Обметывание нижнего среза рукава | СМ | 3 | 0.073 | 10 | Алтен 8515 | |||
| Итого: | СМ | 3 | 0.839 | 115 | 1.09 | 1 | |||
| 09 | 11 | Притачивание нижней части полочки к средней части с одновременным притачиванием канта ш.ш 1,0 см. | М | 3 | 0.4672 | 64 | Машина 97 кл. | ||
| 22 | Притачивание верхней части спинки к нижней части спинки с одновременным притачиванием канта ш.ш 1,0 см. | М | 3 | 0.219 | 30 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.6862 | 94 | 0.8 | 1 | |||
| 10 | 53 | Стачивание бокового шва обтачек юбки с одновременным притачиванием тесьмы для вешалки ш.ш 1,0 см. | М | 3 | 0.146 | 20 | Машина 97 кл. | ||
| 58 | Стачивание боковых срезов подкладки ш.ш 1,0 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| 61 | Притачивание оборки к нижнему срезу подкладки ш.ш 1,0 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| 60 | Настрачивание сборочной строчки | М | 3 | 0.1095 | 15 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7665 | 105 | 1 | 1 | |||
| 11 | 27 | Притачивание обтачки к низу рукава с одновременным притачиванием канта ш.ш 1,0 см. | М | 3 | 0.584 | 80 | Машина 97 кл. | ||
| 31 | Стачивание плечевых срезов ш.ш 1,0 см. | М | 3 | 0.146 | 20 | Машина 97 кл. | |||
| М | 3 | 0.73 | 100 | 0.9 | 1 | ||||
| 12 | 28 | Стачивание боковых срезов ш.ш 1,0 см. | М | 3 | 0.365 | 50 | Машина 97 кл. | ||
| 39 | Застрачивание низа блузы ш.ш 0,5 см. | М | 3 | 0.3358 | 46 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7008 | 96 | 0.9 | 1 | |||
| 13 | 5 | Приутюживание воротника | П | 5 | 0.178 | 20 | Пресс Сs-313 | ||
| 16 | Приутюживание борта | П | 5 | 0.356 | 40 | Пресс Сs-313 | |||
| 38 | Приутюживание швов втачивание рукавов | П | 5 | 0.1335 | 15 | Пресс Сs-313 | |||
| 67 | Приутюживание обтачки | П | 5 | 0.3115 | 35 | Пресс Сs-313 | |||
| Итого: | П | 5 | 0.979 | 110 | 1.04 | 1 | |||
| 14 | 54 | Разутюживание бокового шва обтачки | У | 3 | 0.073 | 10 | СУ-0001-03 Легмаш | ||
| 59 | Заутюживание боковых швов подкладки | У | 3 | 0.325 | 45 | СУ-0001-03 Легмаш | |||
| 64 | Разутюживание боковых швов | У | 3 | 0.3358 | 46 | СУ-0001-03 Легмаш | |||
| Итого: | У | 3 | 1.06 | 101 | 0.96 | 1 | |||
| 15 | 56 | Обметывание нижнего среза обтачки | СМ | 3 | 0.219 | 30 | Алтен 8515 | ||
| 57 | Обметывание боковых швов подкладки | СМ | 3 | 0.2555 | 35 | Алтен 8515 | |||
| 63 | Обметывание швов стачивания переднего и заднего полотнищ юбки | СМ | 3 | 0.219 | 30 | Алтен 8515 | |||
| Итого: | СМ | 3 | 0.6935 | 95 | 1.10 | 1 | |||
| 16 | 15 | Обтачивание борта подбортом ш.ш 0,7 см. | М | 3 | 0.657 | 90 | Машина 97 кл. | ||
| 31 | Стачивании плечевых срезов ш.ш 1,0 см. | М | 3 | 0.146 | 20 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.803 | 110 | 1.04 | 1 | |||
| 17 | 34 | Втачивание воротника в горловину | М | 3 | 0.584 | 80 | Машина 97 кл. | ||
| 66 | Застрачивание обтачки к верхнему срезу юбки ш.ш 0,2 см. | М | 3 | 0.1825 | 25 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7665 | 105 | 1 | 1 | |||
| 18 | 36 | Втачивание рукавов в пройму ш.ш 1,0 см. | М | 3 | 0.657 | 90 | Машина 97 кл. | ||
| 79 | Комплектование блузы с юбкой по маршрутному листу | Р | 2 | 0.16 | 25 | ||||
| Итого: | Р | 2 | 0.817 | 115 | 1.09 | 1 | |||
| 19 | 62 | Стачивание переднего полотнища юбки с задним полотнищем ш.ш 1,0 см. | М | 3 | 0.3285 | 45 | Машина 97 кл. | ||
| 68 | Притачивание подкладки к нижнему срезу обтачки ш.ш 1,0 см. | М | 3 | 0.4088 | 56 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.7373 | 101 | 0.961 | 1 | |||
| 20 | 65 | Притачивание обтачки к верхнему срезу юбки ш.ш 1,0 см. | М | 3 | 0.292 | 40 | Машина 97 кл. | ||
| 69 | Притачивание тесьмы-молнии к правой стороне ш.ш 0,5 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| 70 | Притачивание тесьмы-молнии к левой стороне ш.ш 0,5 см. | М | 3 | 0.2555 | 35 | Машина 97 кл. | |||
| Итого: | М | 3 | 0.803 | 110 | 1.04 | 1 | |||
| 21 | 30 | Обметывание боковых срезов | СМ | 3 | 0.219 | 30 | Алтен 8515 | ||
| 32 | Обметывание плечевых срезов | СМ | 3 | 0.146 | 20 | Алтен 8515 | |||
| 37 | Обметывание срезов рукава | СМ | 3 | 0.219 | 30 | Алтен 8515 | |||
| 31 | Прикрепление маркировочного талона (блузка) | Р | 2 | 0.2263 | 31 | ||||
| Итого: | Р | 2 | 0.8103 | 111 | 1.05 | 1 | |||
| 22 | 33 | Заутюживание плечевых швов | У | 3 | 0.1095 | 15 | СУ-0001-03 Легмаш | ||
| 35 | Заутюживание швов втачивания воротника в горловину | У | 3 | 0.2336 | 32 | СУ-0001-03 Легмаш | |||
| 72 | Приутюживание переднего полотнища юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | |||
| Итого: | П | 5 | 0.805 | 99 | |||||
| 23 | 71 | Чистка юбки | Р | 2 | 0.68 | 100 | |||
| Итого: | Р | 2 | 0.68 | 100 | 0.9 | 1 | |||
| 24 | 73 | Приутюживание заднего полотнища юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | ||
| 43 | Приутюживание полочки | П | 5 | 0.5785 | 65 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 25 | 46 | Приутюживание воротника | П | 5 | 0.5785 | 65 | Пресс Сs-313 | ||
| 76 | Приутюживание низа юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 26 | 42 | Чистка блузки | Р | 2 | 0.68 | 100 | |||
| Итого: | Р | 2 | 0.68 | 100 | 0.9 | ||||
| 27 | 74 | Приутюживание подкладки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | ||
| 44 | Приутюживание спинки | П | 5 | 0.5785 | 65 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 28 | 45 | Приутюживание рукавов | П | 5 | 0.5785 | 65 | Пресс Сs-313 | ||
| 75 | Приутюживание верхнего края юбки | П | 5 | 0.4628 | 52 | Пресс Сs-313 | |||
| Итого: | П | 5 | 1.0413 | 117 | 1.1 | 1 | |||
| 29 | 71 | Чистка юбки | Р | 2 | 0.68 | 100 | |||
| Итого: | Р | 2 | 0.68 | 100 | 0.9 | 1 | |||
| 30 | 77 | Прикрепление маркировочного талона (юбка) | Р | 2 | 0.2108 | 31 | |||
| 80 | Сдача продукции на склад (юбка) | Р | 2 | 0.272 | 40 | ||||
| 49 | Сдача продукции на склад (блузка) | Р | 2 | 0.272 | 40 | ||||
| Итого: | Р | 2 | 0.7548 | 111 | 1.05 | 1 | |||
2.5 Анализ технологической схемы потока
2.5.1 Анализ коэффициентов согласования по секциям и по потоку в целом
Кс=Тизд/(Nф* τ)
Кс=3164/(30*105.4) = 0.99~1
Коэффициент согласования по потоку = 1 – поток построен правильно.
График синхронности
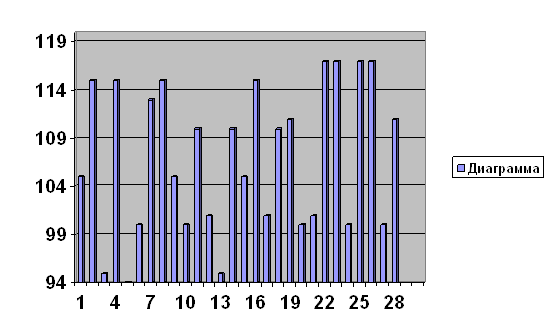
На диаграмме по оси Y отложено время по оси Х - № операции.
Похожие работы
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...
... работа – важный этап профессионального становления личности. При выполнении дипломной работы были использованы все знания, умения, приобретенные за время учебы. Была разработана коллекция женской нарядной одежды под девизом «Рязанская акварель». Изделия коллекции отличаются друг от друга по внешнему виду: они различны по форме, силуэту, покрою. В данном разделе необходимо найти применение ...
... формы изделию. Технологическая последовательность изготовления проектируемого женского летнего платья представлена в таблице 9, опущенной в приложении. 2.6 Расчет экономический проектируемой технологии при изготовлении женского летнего платья Таблица 10-Расчёт эффективности выбранных методов обработки в целом по изделию № Вид выполняемой работы Затраты времени ПСЗВ ППТ Существующие ...
... побывав в течение учебного процесса в роли художника-модельера, конструктора, технолога, оператора швейного производства, демонстратора одежды, что создает основу, фундамент для последующей профессиональной подготовки[11]. Главные требования к уроку технологии: 1) четкость и ясность основных учебно-воспитательных целей при проведении занятия; 2) правильный подбор учебного материала для урока в ...
0 комментариев