Навигация
Выбор способа формообразования заготовки
22866
знаков
7
таблиц
14
изображений
3. Выбор способа формообразования заготовки
Правильно выбрать заготовку - значит определить ее пригодность для изготовления детали с позиций прочностных и стойкостных характеристик, установить рациональный способ ее получения, определить оптимальные припуски на обработку ее поверхностей, рассчитать размеры заготовки и установить допуски на точность их выполнения, сконструировать заготовку и разработать оптимальные технические условия на изготовление.
Основными факторами, учитываемыми при выборе заготовки, являются:
масштаб и серийность выпуска (тип производства);
тип и конструкция детали (форма и размеры);
назначение детали в машине, материал и технические условия на изготовление;
планируемые сроки на технологическую подготовку производства;
конкретные условия производства (вооруженность завода и кадры);
экономичность заготовки, выбранной с учетом предыдущих факторов.
Все способы получения заготовок определяются:
1. Технологической характеристикой материала, т.е. его литейными свойствами или способностью претерпевать пластические деформации при обработке давлением, а такие структурными изменениями материала, получаемыми в результате применения того или иного метода выполнения заготовки (расположение волокон в прокате, поковках и штамповках, величина зерна в отливках и т.д.).
2. Конструктивными формами и размерами заготовки (например, чем крупнее деталь, тем дороже обходится изготовление штампа, модели или металлической формы).
3. Требуемой точностью выполнения заготовки и качеством поверхности.
4. Величиной программного задания (при больших партиях выгодны те способы изготовления заготовок, которые обеспечивают наибольшее приближение формы и размеров заготовки к форме и размерам готовой детали).
5. Производственными возможностями заготовительных цехов предприятия (наличием соответствующего оборудования).
6. Временем, затрачиваемым на технологическую подготовку производства заготовок (на изготовление штампов, моделей, прессформ, нестандартного оборудования и т.п.).
Выбор рациональной заготовки имеет важное экономическое значение для получения высоких технико-экономических характеристик заготовительных цехов и в целом для производства машин.
Рассмотрим несколько возможных способов формообразования заготовки детали «Рычаг» и примем наиболее рациональный из них.
Опытно-технологические разработки по изготовлению рычагов способами точного литья или сварки предварительно сформированных ковкой ступицы и пальца не позволили получить необходимую прочность рычагов для крупных гидротурбин. Поэтому примем к рассмотрению следующие способы:
-ковка с использованием подкладных штампов;
-отливка.
Способ изготовления рычага путем ковки с использованием подкладных штампов.
Рычаг представляет собой одну из самых ответственных и сложных по своей конфигурации деталей гидротурбины. Воспринимая усилие, необходимое для разворота лопасти и определяемое гидродинамическим моментом, рычаг одновременно подвержен воздействию знакопеременной нагрузки из-за пульсации потока. Для изготовления рычага выбирают материалы, обеспечивающие предел текучести 55—60 кгс/мм2 в сечениях 200—400 мм. Способ формообразования заготовок рычага должен обеспечивать высокую плотность и однородность материала, свободного от внутренних дефектов. При изготовлении поковок необходимо, чтобы ось заготовки приблизительно совпадала с осью слитка, а внешние очертания заготовки соответствовали наружным очертаниям рычага с учетом напусков и припусков на механическую обработку.
Эксцентричность выступа (пальца) по отношению к диску, имеющему расположенное в центре отверстие, создает ряд существенных трудностей при ковке рычагов. Технологический процесс изготовления поковок рычагов осуществляется за три нагрева под прессом с усилием 3000 тс (ковка заготовки) и прессом с усилием 10 000 тс (штамповка рычага). Для максимального приближения контура заготовки к контуру готовой детали заключительные операции формообразования выполняют на специальном штампе. После нагрева слитка до 1230° С проводятся закатка и обрубка излишка цапфы и биллетировка слитка, после второго нагрева — осадка слитка, требуемая для обеспечения необходимой плотности металла, протяжка и обжатие конца на конус. После обрубки заготовки в меру она загружается в печь. После третьего нагрева заготовку устанавливают выступом в отверстие штампа. Для лучшего заполнения штампа оттянутому конусному концу придается необходимый изгиб. Заготовку полностью осаживают верхней плитой, а разгонкой металла бойком добиваются сплошности заполнения полости штампа. После прошивки отверстия специальным прошивнем поковку выбивают из штампа и отправляют на термообработку.
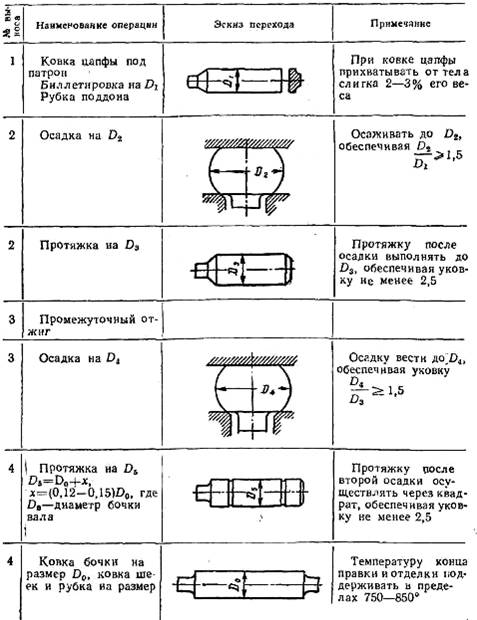
Таблица 6. Схема изготовления поковки рычага
| Операции и переходы | Эскизы переходов |
| Первый нагрев (1230˚С) Закатка цапфы и обрубка ее излишка биллетировка слитка |
|
| Второй нагрев (1230˚С) | |
| осадка слитка |
|
| подсечка |
|
| обжатие донного конца обрубка |
|
| Третий нагрев (1230˚С) | |
| Оттяжка пальца |
|
| Осадка заготовки в штампе прошивка отверстия |
|
| Готовая поковка |
|
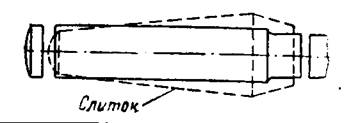
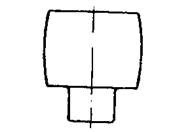
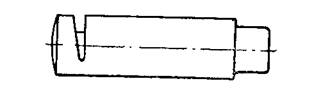
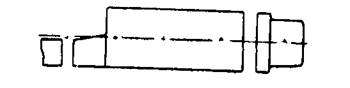
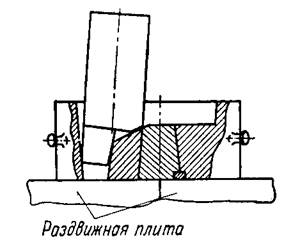
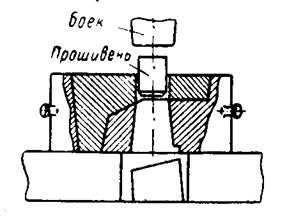
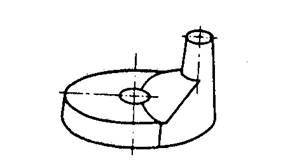
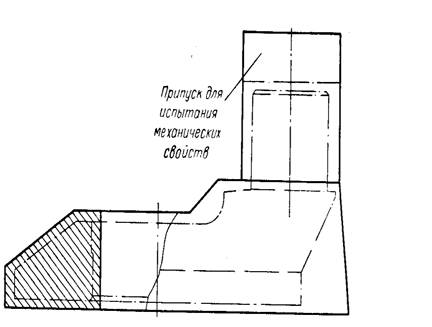
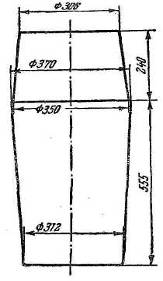
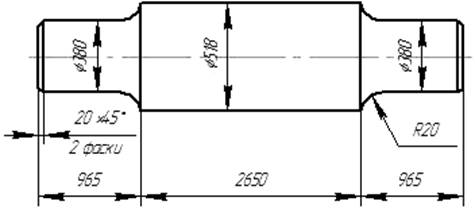
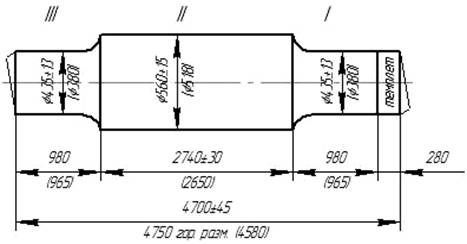
Рис. 2 Эскиз кованой заготовки рычага
При описанном технологическом процессе коэффициент использования материала (по отношению к чистой массе) составляет: а) по черной массе — 0,5—0,65; 6) по слитку — 0,35—0,4. Для получения требуемого уровня механических свойств поковку подвергают термической обработке, режим которой устанавливается предприятием-поставщиком заготовки.
При этом изготовление сложных штампов под крупные заготовки также требует значительного расхода высокосортной стали, что также является существенным недостатком данного способа, учитывая низкую степень унификации рабочих колес гидротурбин.
В связи с высокой ответственностью рычагов их кованые за готовки относят к пятой группе испытаний, предполагающей индивидуальную приемку каждой поковки.
Изготовление рычагов свободной ковкой без использования подкладных штампов еще более затратно, т.к. в этом случае коэффициент использования металла не превышает 0,3.
Отливки получили широкое распространение во всех сферах и отраслях промышленности благодаря возможности получения деталей практически любой сложной геометрической формы из любых сплавов с внутренними полостями, что практически невозможно получить другими способами, как ковка, сварка. Отливки имеют большую степень конфигуративной точности и максимально приближены к деталям. Суммарная энергоемкость при изготовлении деталей из литых заготовок минимум в 2 раза меньше, чем при использовании других технологий.
Способ изготовления рычага литьем в песчаные формы
Распространенным способом производства литья является способ литья в песчаные формы (песчано-глинистые, жидкие самотвердеющие смеси (ЖСС), холоднотвердеющие смеси (ХТС) и др.). При этом способе в разовую подготовленную форму производится заливка жидкого металла. После затвердевания и охлаждения отливки форма разрушается. В зависимости от вида применяемых формовочных смесей и противопригарных красок обеспечивается различное качество отливок (по поверхности, внутренним дефектам, по отклонениям габаритных размеров и пр.). Несмотря на значительный расход формовочных материалов - до 3 т на 1 т отливок - данный способ наиболее распространен в литейном производстве, так как обеспечивает наибольшую универсальность и простоту формообразования. Наиболее всего данный процесс применим для индивидуального и мелкосерийного производства. Применяемые ЖСС и песчано-глинистые смеси обеспечивают хорошее качество отливок, получаемых из чугуна и стали.
Так как минимальный диаметр d отверстия, получаемого с помощью стержня, равен 6…10 мм при длине несквозного отверстия до 5d и сквозного отверстия до 10d, следовательно в отливке можно получить 2 отверстия расположенных на плоской ступице, что позволит повысить коэффициент использования металла и снизить количество механической обработки. Исходя из вышесказанного, отливка необходимой конфигурации получается с использованием 3 стержней.
Разработку технологического процесса изготовления отливки начинают с анализа технологичности конструкции детали.
Технологичной называют такую конструкцию изделия или составных ее элементов (деталей, узлов, механизмов), которая обеспечивает заданные эксплуатационные свойства продукции и позволяет при данной серийности изготовлять ее с наименьшими затратами. Технологичная конструкция характеризуется простой компоновки, совершенством форм. Конструкция отливки должна обеспечить удобство извлечения модели из формы, что достигается наименьшем количеством разъемов модели, отъемных частей и стержней.
Деталь «Рычаг» имеет конфигурацию средней сложности (2 группа сложности) и обладает достаточно хорошей технологичностью для изготовления ее способом литья. Минимальное и максимальное значение толщины стенок отливки равны соответственно 200 и 247,5 мм. Конфигурация и расположение поверхностей, подвергаемых обработке, полостей удовлетворяют основным требованиям литейной технологии. При изготовлении отливки целесообразно использовать прибыли, т.к. имеются тепловые узлы. Для выполнения полостей необходимо использовать стержни.
Определение размеров опок и выбор их из стандартного ряда.
Для отливки «Рычаг», габаритные размеры которой 1105х980х555 мм, экономичнее и целесообразнее взять опоку с габаритными размерами из стандартного ряда опок в соответствии с ГОСТ 2133-75:
Верхняя полуформа: 1400х1100х400 мм
Нижняя полуформа: 1400х1100х350 мм
Определение размерной точности отливки и величину припусков на механическую обработку производим в соответствии с требованиями ГОСТ 26645-85. Припуски на механическую обработку устанавливают в зависимости от допусков размеров отливок дифферецированно для каждого элемента. Для верхних частей отливки предусматривают больший припуск на механическую обработку так как там образуется неметалические включения.
1. Класс размерной точности отливки: Наибольший габаритный размер отливки 1105 мм. Тип сплава термообрабатываемая сталь. Технологический процесс- литьё в песчано-глинистые сырые формы из смесей с влажностью от 2,8 до 3,5% и прочностью от 120 до 160 кПа со средним уровнем уплотнения до твёрдости не ниже 80 единиц. Класс точности отливки 10
2.Допуски размеров отливки:
Таблица 7
| Номинальный размер, мм | Допуск размера, мм |
| Æ 250 | 3,6 |
| Æ 980 | 5,0 |
| Æ 485 | 4,4 |
| 555 | 4,4 |
| 200 | 3,6 |
| Æ 115 | 3,2 |
3. Степень точности поверхности отливки:
Степень точности поверхности отливки 14

Рис. 3 Песчаная разовая форма в сборе: 1-верхняя полуформа, 2-литниковая система (литниковая чаша и стояк), 3- нижняя полуформа, 4-отливка, 5- стержень.
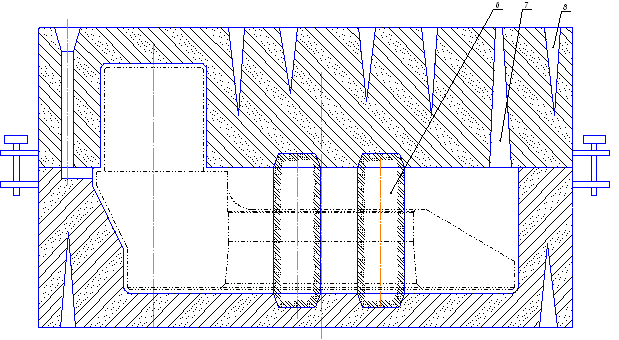
Рис. 4 Песчаная разовая форма в сборе (центральный стержень условно не показан): 6-стержни (образующие два отверстия по сечению Г-Г), 7- выпор, 8- вентиляционные отверстия.
Полуформы верхняя (поз. 1) и нижняя (поз.3) изготовлены из песчано-глинистой смеси в металлических рамках (опоках). В полуформах с помощью модели образована рабочая полость для получения отливки. Отверстия в отливке образуют песчаные стержни (поз. 5,6), которые прочно скреплены с формой с помощью стержневых знаков.
Полуформы перед заливкой скрепляют штырями. Для удаления газов, выделяющихся из песчано-глинистой смеси и расплава, при заливке в форме и стержне выполняют вентиляционные каналы (поз. 8). Расплав в рабочую полость формы заливают через литниковую систему (поз. 2) — совокупность каналов, предназначенных для подвода расплава в полость формы и питания отливки при затвердевании.
Назначение режимов термической обработки
Термическая обработка является обязательной операцией в технологическом процессе производства стального литья.
Цель термообработки заключается в том, чтобы путем нагрева до определенной температуры, некоторой выдержке при этой температуре и последующего охлаждения изменить структуру стальных отливок, и получить необходимые свойства прочности , пластичности, износоустойчивости, обрабатывающие или особые прочностные свойства.
ТО отливки детали «Рычаг»:
нормализация 870-890oC с отпуском 570-600oC .
При нормализации происходит полная фаза перекристаллизации, обеспечивая измельчение зерна, смягчение стали и снятие литейных напряжений: образуются структуры более тонкого перлита, чем при отжиге.
Отпуск заключается в нагреве ниже интервала превращений, выдержке при этой температуре и последующем охлаждении. При отпуске применяют превращение неустойчивых структур закалки в более устойчивые по схеме мартенсит-тростит-сорбит, и как следствие, с изменением структуры изменяются механические свойства, а также одновременно снимаются внутренние напряжения.
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...


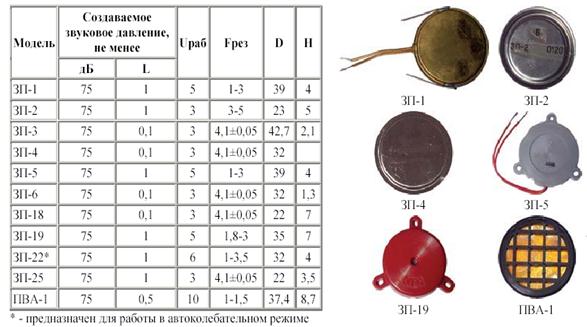
... Звукоизлучатель. Выберем для нашей схемы модель ЗП-2. Рисунок 7. Звукоизлучатель [1] 8.Выключатель. Выберем кнопочный выключатель PBS-10B. Рисунок 8. Выключатель [6] 2.1.2 Выбор технологии изготовления, сборки и монтажа Увеличение плотности печатного монтажа, тенденция к автоматизации технологических процессов изготовления печатных плат, необходимость уменьшения трудоемкости и ...
... и отвечает требованиям по классу точности 3. Таким образом, проделанную работу по её проектированию можно считать завершенной. 2.3 Конструирование корпуса Устанавливаем размеры корпуса звукового сигнализатора отключения сетевого напряжения 72 х 63 х 22. Корпус устройства будет изготавливаться из пластмассы. Пластмассы – искусственные материалы, полученные на основе органических ...
... при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35. 4. Разработка технологического процесса ковки Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4. Рис. 4. Эскиз рабочего ...
0 комментариев