Навигация
Технологический процесс механической обработки рычага
22866
знаков
7
таблиц
14
изображений
4. Технологический процесс механической обработки рычага
Особенность конструкции рычага обусловлена не только кинематикой механизма поворота, но и ограниченностью пространства в полости втулки рабочего колеса, что приводит к необходимости конструирования его в виде фасонной детали со скосами. При анализе ответственных сопряжений было установлено, насколько существенны перпендикулярность оси пальца к плоскости М и соблюдение (с точностью 0,2 - 0,3 мм) заданного расстояния между осями ступицы и пальца. Указанные требования обуславливают необходимость обеспечения технологического процесса специальной оснасткой. Ниже рассмотрены основные этапы технологического процесса механической обработки заготовки рычага, поставляемой в неободранном состоянии.
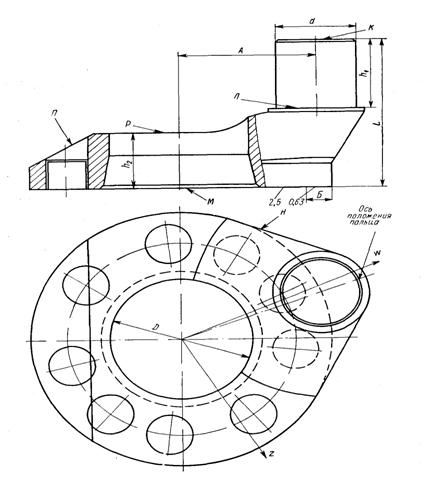
Рис. 5 Рычаг рабочего колеса
1. На разметочной плите производится расцентровка заготовки, разметка осей пальца и центрального отверстия. Размечаются поверхности К, Л, Р, М по высотным размерам h1, h2, L.
2. Деталь устанавливается на карусельном станке пальцем кверху и выверяется по его оси. Отрезается припуск для пробы, из которой изготавливаются образцы для испытания механических свойств. После испытания образцов выдается заключение о годности детали и возможности ее обработки.
3. Выполняется карусельная обработка рычага, для чего деталь устанавливают на подставки плоскостью М, совмещая ось пальца с осью вращения планшайбы карусельного станка. Базой для установки служат высотные и окружные риски разметки. Для исключения боя планшайбы из-за неуравновешенности массы рычага на планшайбе, в месте, противоположном ступице, укрепляют противовес. С припуском 5 мм подрезают торец пальца, точат поверхности d, Р и конусную поверхность, соосную с пальцем рычага. Деталь кантуют, устанавливают на проточенные кубари поверхностью Р и расцентровывают по риске разметки поверхности В. Растачивают центральное отверстие и подрезают плоскость М с припуском 5 мм.
4. Поверхность Н, необрабатываемая точением, фрезеруется на поворотном столе.
5. Рычаг вновь устанавливают на мерные подставки план шайбы карусельного станка пальцем вниз и выставляют по поверхностям М и В. Растачивают окончательно центровое отверстие по 2-му классу точности и подрезают торец. Для обеспечения необходимой шероховатости на участке Б поверхности М, контактирующем с торцом бронзовой втулки корпуса рабочего колеса, указанный участок обрабатывают шлифованием. После этого производят окончательную обработку пальца рычага.
Требуемая точность межосевого расстояния А обеспечивается технологически с помощью специального приспособления (рис. 6), на основании которого имеется центрирующая втулка 2 и съемный установочный штырь 3. Расстояние между осью штыря и втулки выдержано с точностью 0,1 мм. Приспособление устанавливают на планшайбу 4 карусельного станка и расцентровывают по цилиндрической поверхности штыря с помощью индикатора с точностью 0,02 мм. После закрепления приспособления на планшайбе штырь удаляют и рычаг устанавливают поверхностью В на центрирующую втулку и, разворачивая его относительно вертикальной оси, добиваются равномерного припуска по цилиндрической поверхности пальца.
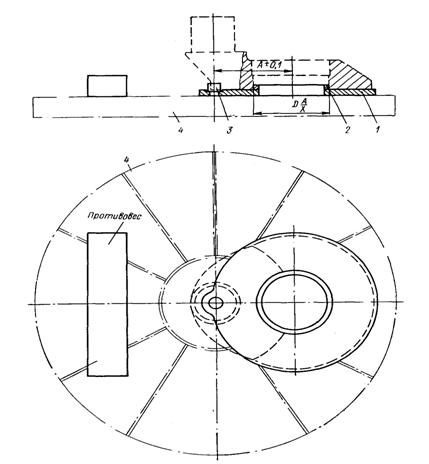
Рис. 6 Приспособление для обработки пальца рычага
В этом случае погрешность размера А будет находиться в пре делах, определяемых соотношением
DА = Dпр + Dш + Dвт
где Dпр — погрешность межосевого расстояния А приспособления; Dш — несоосность установочного штыря с осью вращения планшайбы; Dвт - половина зазора в сопряжении центрирующей втулки с отверстием D рычага.
6. Рычаг устанавливают на разметочной плите вертикально, выверяя поверхность М (см. рис. 5.23) по угольнику таким образом, чтобы центры О и 0 находились в одной горизонтальной плоскости. Наносят базовую риску — ось положения пальца, перенося ее на поверхность М. С помощью зеркального кондуктора (того же, что использовался при разметке отверстий во фланцах лопасти и цапфы) размечают на поверхности М с выносом на образующую оси z и w. Размечают положение осей отверстий под болты и шпонки и дают риски обработки скосов по плоскости П.
7. На строгальном станке обрабатывают скосы одновременно для всего комплекта рычагов. детали выставляют по ходу стола и выверяют по рискам разметки.
8. На станке КУ-11 растачивают и нарезают отверстия под болты. Отверстия под шпонки растачивают с припуском 5 мм для совместной обработки с лопастью и цапфой.
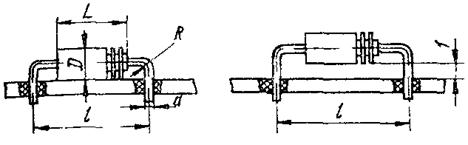
9. Для увеличения прочности наиболее нагруженного сечения в месте перехода пальца рычага к диску производят наклеп галтели с помощью приспособления (рис. 5), надеваемого на палец рычага. Технология наклепа и оснастка разработаны ЦНИИТмашем. На корпусе 1 крепится пневматический молоток 2, устанавливаемый под углом 55˚ к оси пальца рычага. Ударный импульс передается ролику 3, радиус торовой поверхности которого равен 5 мм. В процессе наклепа приспособление проворачивается вокруг оси пальца, подвергая поверхностному пластическому деформированию галтель по всей окружности. Наклеп производится за два прохода при скорости вращения приспособления 1,5—2 об/мин. Частота импульсного воздействия ролика примерно 2000 ударов в минуту.
Оценка достигнутого уровня упрочнения осуществляется путем измерения деформации зоны галтельного перехода. Измерение проводится в направлении деформирующего усилия с по мощью индикатора, устанавливаемого в приспособление, конструкция которого аналогична описанному выше.
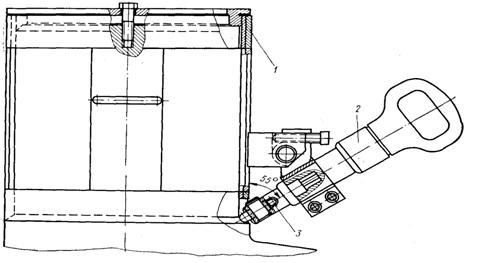
Рис. 7 Приспособление для наклепа галтели рычага
Использованная литература
1. Броновский Г.А, Гольдфарб А.И., Фасулати Р.К. Технология гидротурбиностроения Л:«Машиностроение», 1978 г.
2. ГОСТ 26645–85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
3. Грановский С.А., Орго В.М. Конструкция и расчет гидротурбин
4. «Машиностроение», 1974г.
5. Ковалев Н. Н. Проектирование гидротурбин «Машиностроение», 1974г.
6. Михайлов А. М. и др. Литейное производство: Учебник для металлургических специальностей вузов. – М.: Машиностроение, 1987.
7. Орго В.М. Гидротурбины «Издательство Ленинградского университета, 1975 г.
8. Рихтер Р. Конструирование технологичных отливок. – М.: Машиностроение, 1968. – 254 с.
9. Шварцбурд Б.И. Технология производства гидравлических машин. - М: «Машиностроение»,1978 г.
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...


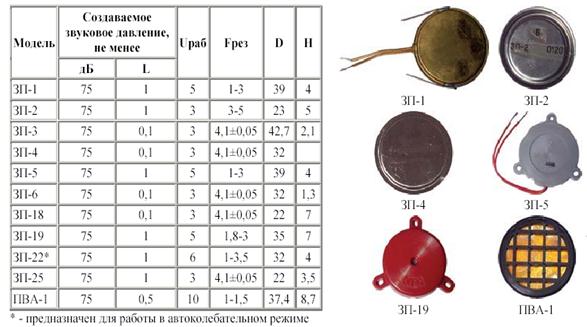
... Звукоизлучатель. Выберем для нашей схемы модель ЗП-2. Рисунок 7. Звукоизлучатель [1] 8.Выключатель. Выберем кнопочный выключатель PBS-10B. Рисунок 8. Выключатель [6] 2.1.2 Выбор технологии изготовления, сборки и монтажа Увеличение плотности печатного монтажа, тенденция к автоматизации технологических процессов изготовления печатных плат, необходимость уменьшения трудоемкости и ...
... и отвечает требованиям по классу точности 3. Таким образом, проделанную работу по её проектированию можно считать завершенной. 2.3 Конструирование корпуса Устанавливаем размеры корпуса звукового сигнализатора отключения сетевого напряжения 72 х 63 х 22. Корпус устройства будет изготавливаться из пластмассы. Пластмассы – искусственные материалы, полученные на основе органических ...
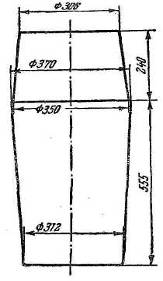
... при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35. 4. Разработка технологического процесса ковки Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4. Рис. 4. Эскиз рабочего ...
0 комментариев