Навигация
2. Специальная часть
2.1 Назначение конструкций и описание сварочных швов
Конструкция «рама» представляет собой объёмную пространственную конструкцию, предназначенную для объединения отдельных деталей и механизмов в единый агрегат. Одной из главных требованье, предъявляемых к рамам,– жоскость конструкции. Сварной шов – это участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Швы классифицируют по следующим признакам:
1) По типу сварного соединения:
а) Стыковые – обозначаются буквой: С.
б) Угловые - обозначаются буковой: У.
в) Тавровые - обозначаются буквой Т.
г) Нахлесточное – обозначаются буквой: Н.
2) По положению в пространстве: а) в нижнем положении, б) вертикальное положение, в) горизонтальное положение, г) Потолочное положение, д) Кольцевой шов.
3) По форме наружной поверхности: а) нормальный шов; б) усиленный или выпуклый шов; в) ослабленный или вогнутый шов.
4) По протяженности: а) сплошной, б) прерывистый (цепной в шахматном порядке).
5) По заполнению сечения: а) однослойный однопроходный; б) многослойный, в) многослойный многопроходный; г) двухсторонний.
6) По отношению к направлению действующих сил: а) фланговый, б) лобовой;
в) косой; г) комбинированный.
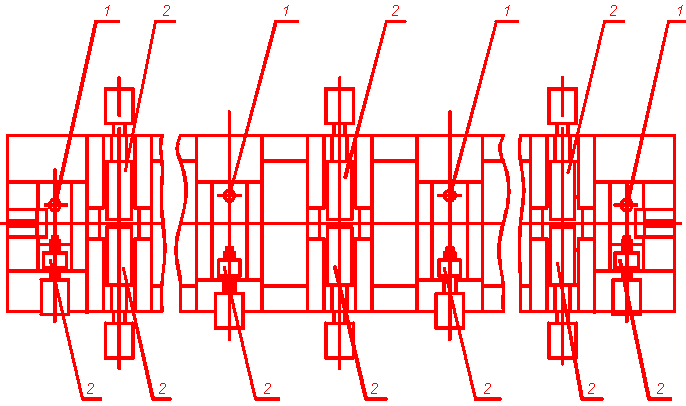
Согласно чертежу «рама» выполняется сварными швами:
Гост 5264-80Н1∆4

Нахлёсточное соединение без скоса кромок, однастороний прерывистый, катит шва 1 мм.,
Выполнен ручной дуговой сваркой
 Гост 5264-80-Т1∆4
Гост 5264-80-Т1∆4
Тавровое соединение, односторонний без скоса кромок катит шва 1 мм.,
Выполнен ручной дуговой сваркой.
Гост 5264-80-Т1∆8

Тавровое соединение, односторонний без скоса кромок катит шва 1 мм.,
Выполнен ручной дуговой сваркой.
Гост 5264-80-Т6

Тавровое соединение со скосом одной кромки, однастороний.,
Выполнен ручной дуговой сваркой
2.2 Материалы, применяемые для изготовления конструкций
Сталь – это сплав железа с углеродом.
Сталь классифицируется по некоторым признакам:
1)По химическому составу: а) углеродистые содержание углерода более 0,25%.
Среднеуглеродистые содержание углерода от 0,25 до 0,6%, высокоуглеродистые содержание углерода от 0,46 до 0,7%; б) легированные – низколегированная содержание легирующих элементов до 2,5%. Среднелегированная содержание легирующих элементов от 2,5 до 10%. Высоколегированная содержание легирующих элементов более 10%.
2) По применению: а) конструкционная; б) инструментальная; в) специальная.
3) По качеству: а) обыкновенного качества – 0,025% примесей; б) качественная – 0,15% примесей; в) высокого качества – 0,015% примесей; г) особо высокого качества - > 0,015% примесей. Качество стали, зависит от содержания примесей (сера, фосфор, кислород).
4) По степени раскисления: а) кипящая (КП) – не раскисленная сталь, б) спокойная (СП) – застывает спокойно; в) полуспокойная (ПС) – частично раскисленная. При изготовлении рамы использовалась сталь марки Ст3сп: сталь конструкционная низкоуглеродистая, обыкновенного качества, степень раскисления спокойная.
2.3 Заготовительные операции
К заготовительным операциям относят: очистку, гибку, резку, правку, мех. обработку.
Правка необходима для выправления проката. Правка производится путем пластического изгиба или растяжения. Оборудование для правки делят на: ротационные машины, прессы растяжные, правильные машины.
1) Ротационные машины: листоправильные, многоволковые, сортоправильные, многороликовые машины.
2) Прессы бывают винтовые, гидравлические, кривошипные.
Гибка: ее выполняют путем пластического изгиба заготовок. По принципу действия оборудование для гибки делят на: ротационные машины и прессы. К ротационным машинам относят: листогибочные, профилегибочные многоволковые станы, зибовочные машины, сортогибочные роликовые машины, трубогибочные машины. Прессы предназначены для гибки различных профилей из листового и полосового материала, на прессах можно выполнить пробивку отверстий, штамповочные операции.
Очистка: её применяют для удаления с поверхности листа средств консервации, загрязнений ржавчины окалины, заусенцев, шлака, которые затрудняют процесс сварки, вызывают дефекты сварных швов и препятствуют нанесению защитных покрытий, для очистки деталей применяют механическую и химическую очистку. К механическим относят: дробеструйную, дробемётную, пескоструйную, на зачистных станках, галтовочных барабанах. К химическим методам относят: обезжиривание, ванный или струйный способ.
Резка. При изготовлении деталей применяют следующие виды резки ножницами на отрезных станках, штампах, на прессах, термическую резку. Ножницы используют при резке листов фасонного профиля малых толщин. Ножницы бывают: однодисковые с наклонным ножом, прессножницы. Отрезные станки применяют для резки труб фасонного и сортового профиля. Термическую резку (газовая и дуговая резка) применяют для резки тугоплавких металлов листового материала и труб большого диаметра.
Механическая обработка. В производстве деталей сварных конструкций металлорежущие станки применяют для выполнения операций сверления отверстий, обработок кромок и поверхностей. Для сверления применяют сверлильные станки, радиальносверлильные, вертикальносверлильные. Многошпиндельные кромки и поверхности обрабатывают на кромкострогальных, продольнострогальных станках, цилиндрические обечайки на токарнокарусельных станках.
Похожие работы
... 3.4 Выбор и обоснование сварочного оборудования Сварочные полуавтоматы совместно с источником питания должны обеспечивать устойчивое течение и поддержание заданных режимов в процессе сварки. На основании расчетных данных для сварки формы для отливки шпал выбираем полуавтомат Kempact MIG 2530 , который предназначен для сварки сплошной проволокой в среде защитного газа стыковых, нахлесточных и ...
... – 114,3 мм) можно осуществлять практически весь набор операций подземного ремонта скважин и бурения. Параллельно с совершенствованием и созданием новых технологий выполнения нефтепромысловых работ шло развитие и технологии изготовления гибких труб, а также нефтепромыслового оборудования и инструмента, обеспечивающего их применение. Таблица 1. Виды работ Доля каждого вида работ в общем ...
... его, то берут другой набор уголков и вновь проверяют их расчетом. Усилия в панелях верхнего пояса фермы имеют различные значения и теоретически надо бы подбирать разные сечения. Однако ферма в этом случае будет очень нетехнологичной в изготовлении, так как будет иметь большое количество стыков. На практике для ферм пролетом 24 м применяют одно сечение на всей длине пояса, а для ферм большего ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
0 комментариев