Навигация
2.4 Подготовка к сварке
Перед изготовлением деталей используют следующие технологические операции: разметку, резку, штамповку, зачистку, правку, подготовку кромок.
Разметка состоит в нанесении на металл конфигурации заготовки с припуском. Припуск – это разность между размером заготовки и чистовым размером детали. Припуск снимают при последующей обработке. Для разметки применяют разметочные столы или плиты необходимых размеров.
Резку выполняют кислородными резаками по намеченной линии контура детали вручную или газорезательными машинами специального назначения. Резка на металлических станках более производительна и дает высокое качество реза. Для механической прямолинейной резки листового металла применяют прессножницы.
Штамповку заготовок проводят в холодном или горячем состоянии. Стальные листы толщиной до 6-8 мм. штампуют в холодную. Для металла толщиной 8-10 мм. применяют штамповку с предварительным подогревом.
Металл зачищают для удаления заусенцев с кромок деталей после штамповки, а также для удаления с поверхности кромок окалины и шлаков после кислородной резки. Для зачистки мелких деталей используют стационарные установки с наждачными кругами. Крупногабаритные детали зачищают переносными пневматическими или электрическими шлифмашинами.
Детали и заготовки при их искривлении в процессе кислородной резки или резки на механических ножницах правят на листоправильных вальцах или вручную на плите. Правку тонколистового металла проводят в холодном состоянии на листоправильных вальцах или прессах, толстолистового металла – в горячем состоянии вручную на правильных плитах.
Подготовку свариваемых кромок деталей большой толщины выполняют кислородной резкой или обработкой на строгальных или фрезерных станках, для подготовки тонколистового металла используют кромкогибочные прессы или специальные станки. Гибку деталей и заготовок проводят на металлогибочных вальцах. Здесь же изготавливают обечайки для сварки различных емкостей цилиндрической формы. Согласно чертежу производится скос одной кромки под углом 45* сварной шов.
Гост 5264-80-Т6

2.5 Выбор сварочного оборудования
В качестве источника питания для Электрической дуги применяют «Трансформатор», «Выпрямитель», «Преобразователь».
Сварочный трансформатор предназначен для положения напряжения сети до необходимого рабочего напряжения и регулировки силы сварочного тока. Он состоит из: корпуса, сердечника, первичной и вторичной обмотки, переключателя ступеней, токоуказательного механизма.
Сварочный выпрямитель представляет собой устройство, предназначенное для преобразования переменного тока в постоянный.
Он состоит из: силового трансформатора, блока силовых вентилей, стабилизирующего дросселя, блока защиты, системы управления вентилями.
Сварочный преобразователь – это машина, служащая для преобразования переменного тока в постоянный сварочный ток.
Преобразователь состоит из: генератора постоянного тока и приводного трехфазного двигателя, находящихся на одном валу и в одном корпусе.
При изготовлении «рамы» я буду использовать выпрямитель ВДУ-601 – Выпрямитель дуговой универсальный номинальная мощность которого 600 Ампер номер модификации 1.
Техническая характеристика.
Номинальная мощность- 69 А.
Сила номинального сварочного тока - 630 А.
Придел регулирования сварочного тока - 100-700 А.
Напряжение холостого хода – 90 В.
Номинальное рабочее напряжение - 66В.
Габаритные размеры – 1250 х 900 х 1155 мм. Масса - 59,5 кг.
2.6 Сборка
Сборка – это технологическая операция, обеспечивающая подлежащими сварке деталями необходимое взаимное расположение с закреплением их специальными приспособлениями или прихватками.
Существуют следующие приспособления для сборки:
1) сборочно-сварочная плита – опорное приспособление в виде горизонтальной металлической плиты с пазами;
2) стеллаж – опорное приспособление с плоской горизонтальной поверхностью для размещения крупногабаритных изделий в цехе;
3) сборочно-сварочные стенды – устройства для размещения деталей собираемых и свариваемых крупногабаритных изделий и фиксаций их в нужном положении.
Основой сборочного приспособления является жесткий каркас, несущий упоры фиксаторы и прижимы. При сборке детали заводят в приспособления, укладывают по упорам и фиксаторам и закрепляют пружинами.
Последовательность выполнения сборочно-сварочных операций может быть различной:
- Сварку выполняют после полного завершения сборки.
- Сборку и сварку производят переменно, например, при изготовлении конструкций наращиванием отдельных элементов.
- Общей сборке и сварке конструкций предшествует сборка и сварка узлов.
2.7 Сварка
Под режимом сварки понимают – совокупность параметров, которые обеспечивают устойчивое горение дуги, получение сварочных швов заданных размеров, формы и качества. Существуют главные параметры и дополнительные параметры.
К главным параметрам относятся: 1) сила сварочного тока; 2) напряжение дуги; 3) скорость сварки.
К дополнительным относятся: 1) диаметр электрода; 2) тип и марка электрода; 3) род и полярность сварочного тока; 4) пространственное положение шва.
Определение режимов сварки для рамы:
1) По толщине металла определяем диаметр электрода (dэл), так как толщина металла, из которого изготавливается спираль равна 10 мм., значит, будем использовать электрод диаметром 4 мм.
2) Сила сварочного тока J(А) равна: по формуле Jсв=dэл·k, рассчитываем силу сварочного тока. k – коэффициент пропорциональности зависит от диаметра электрода. Jсв = 30·dэл=30·4=120 А.
3) Напряжение на дуге (Uд) при ручной дуговой сварке будет равно 24В.
4) Скорость сварки (Uсв) зависит от квалификации сварщика и толщины свариваемого металла.
5) Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и от его толщины, при сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Обратная полярность применяется при сварке тонкого металла и при сварке высоколегированных сталей, чтобы не было перегрева.
6) Положение шва в пространстве при ручной дуговой сварке можно производить по всех пространственных положениях.
При сварке рамы, применяются электроды:
Э42А – тип электрода
Э–электрод
УОНИ 13/45- марка электрода
У – для углеродистой стали
Д – толстое покрытие
Е-412(3) – группа индексов, характеризующая механические свойства
Б- основное покрытие
20 – род и полярность
2.8 Контроль сварных швов
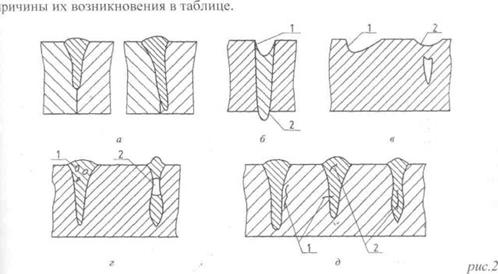
Существуют различные методы контроля сварных швов: гидравлические, пневматические, вакуумные, керосиновый. Сварные швы рамы контролируются внешним осмотром. Он заключается в том, что это простейший и не обходимый способ проверки качества сварки в готовом изделий. Внешний осмотр выявляет несоответствие шва требуемых геометрическим размерам, наплывы подрезы, прожоги. Размеры швов должны соответствовать указным на чертеже. Не допускается какое бы ни было уменьшение фактического размера шва по сравнению с заданным размером. При выявлений наружных дефектов (поры, трещины)–нужно удалить шлак, зачистить место сварки удалить поры и трещины с помощью горелки или шлифмашинки, а после удаления и зачистки переварить шов сначала
Похожие работы
... 3.4 Выбор и обоснование сварочного оборудования Сварочные полуавтоматы совместно с источником питания должны обеспечивать устойчивое течение и поддержание заданных режимов в процессе сварки. На основании расчетных данных для сварки формы для отливки шпал выбираем полуавтомат Kempact MIG 2530 , который предназначен для сварки сплошной проволокой в среде защитного газа стыковых, нахлесточных и ...
... – 114,3 мм) можно осуществлять практически весь набор операций подземного ремонта скважин и бурения. Параллельно с совершенствованием и созданием новых технологий выполнения нефтепромысловых работ шло развитие и технологии изготовления гибких труб, а также нефтепромыслового оборудования и инструмента, обеспечивающего их применение. Таблица 1. Виды работ Доля каждого вида работ в общем ...
... его, то берут другой набор уголков и вновь проверяют их расчетом. Усилия в панелях верхнего пояса фермы имеют различные значения и теоретически надо бы подбирать разные сечения. Однако ферма в этом случае будет очень нетехнологичной в изготовлении, так как будет иметь большое количество стыков. На практике для ферм пролетом 24 м применяют одно сечение на всей длине пояса, а для ферм большего ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
0 комментариев