Навигация
Сортамент исходного материала
37224
знака
6
таблиц
2
изображения
2.3 Сортамент исходного материала
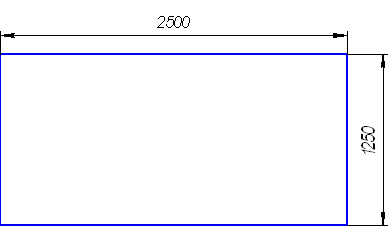
Принимаем для изготовления детали холоднокатаный лист размера ![]() мм. по ГОСТ 19904-90.
мм. по ГОСТ 19904-90.
Его полная маркировка соответствует ГОСТ 1577-81 [8, стр. 124]:
![]()
где Т – с допуском по толщине нормальной точности;
БШ - с допуском по ширине нормальной точности;
БД - с допуском по длине нормальной точности;
ПН – нормальной плоскостности;
С обрезанной кромкой – О;
Толщина материала 3 мм;
Группа прочности К270В категории 6;
Повышенной отделки поверхности III;
Глубокой вытяжки Г;
Из качественной конструкционной стали 10 по ГОСТ 16523-89.
Механические свойства данного материала, представлены в табл. 2.2.
[8 стр. 62], [7, стр. 507]
Таблица 2.2 – Механические свойства стали 10
|
|
|
|
|
| 31 | 340 | 210 | 290 |
2.4 Способ и оборудование для резки листового материала
Разделение листового материала выполняется на ножницах с наклонными ножами НД3316Г [9, стр. 172] с технологическими характеристиками (табл. 2.2).
Для них максимальная ширина разрезаемых листов соответствует 2000 мм, что обеспечивает возможность совершать линию реза 2000мм (п 2.2)
Таблица 2.3 – Технологические характеристики ножниц НД3316Г
| P, кгс | В, мм | n, 1/мин |
| h, мм | b3, мм | Q, кгс | R, мм |
| 7850 | 2000 | 65 |
| 65 | 600 | 930 | 450 |
Р – номинальное усилие;
В – Наибольшая ширина разрезаемых листов;
n – частота движения;
![]() - угол наклона ножей;
- угол наклона ножей;
h – ход ножа;
b3 – наибольшая ширина полосы, отрезаемой по заднему упору;
Q – усилие прижима;
R – вылет прямолинейный (расстояние от линии реза до станины).
2.5 Технологические расчёты по переходам
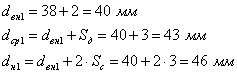
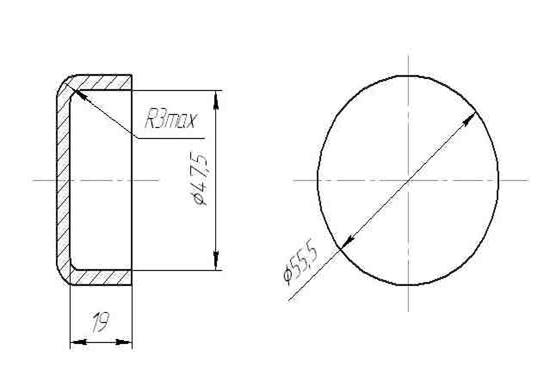
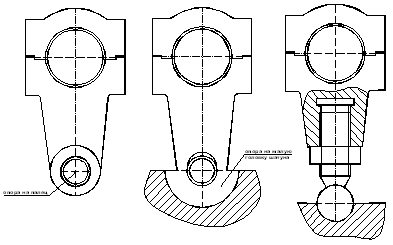
Определение размеров детали на технологических переходах начинается с проверки возможности вытяжки колпачка без утонения стенок. Внутренний диаметр этого колпачка должен быть на 2..3 мм больше внутреннего диаметра готовой детали.
 (2.3)
(2.3)
Проверим возможность получения колпачка за одну операцию:
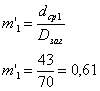 (2.4)
(2.4)
Сравним с опытными данными [7, c. 118] при ![]() , m1=0.46..0.50. Следовательно,
, m1=0.46..0.50. Следовательно, ![]() и вытяжка колпачка с такими размерами возможна.
и вытяжка колпачка с такими размерами возможна.
Радиусы пуансона и матрицы принимаем равными согласно [7, табл. 79] при ![]() - малая степень деформации и
- малая степень деформации и ![]() :
:
![]()
Определим высоту полуфабриката на данном переходе штамповки, используя принцип равенства объемов. В SolidWorks строим колпачок с расчетными размерами и произвольной высотой. Затем запрашиваем объём колпачка.
Он составляет 16567.5 мм3. Определяем поправку на высоту колпачка, как описано в [3].
![]() (2.5)
(2.5)
где V0 – объём заготовки, [мм3], см. п. 2.1;
V – запрошенный объём детали, [мм3]
![]() - радиус образующей серединной поверхности на рассматриваемом участке, [мм];
- радиус образующей серединной поверхности на рассматриваемом участке, [мм];
S – толщина материала, [мм].
![]()
С учётом изменения высоты получаем полуфабрикат высотой 22,61 мм.
Для контроля правильности построения запрашиваем объём полученного колпачка и сравниваем с объёмом заготовки.
Исходя из равенства объёмов колпачка и заготовки, можно сделать вывод о том, что построение выполнено верно.
Вытяжку с утонением проводим за один ход пресса, не снимая детали с пуансона, отсюда внутренний диаметр колпачка принимается равным внутреннему диаметру конечной детали(38 мм). Радиусы закругления принимаются по чертежу детали. Далее следует определить количество операций вытяжки с утонением стенок [7, табл. 71].
![]() (2.6)
(2.6)
где ![]() - площадь поперечного сечения колпачка, [мм];
- площадь поперечного сечения колпачка, [мм];
![]() - площадь поперечного сечения конечной детали, [мм];
- площадь поперечного сечения конечной детали, [мм];
![]() - среднее значение степени деформации. [7, табл. 71].
- среднее значение степени деформации. [7, табл. 71].
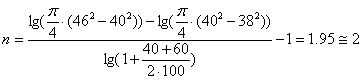
Итак, вытяжку с утонением стенок можно провести за 2 перехода.
Исходя из допустимой степени деформации на первом переходе, определяем площадь поперечного сечения после первой вытяжки с утонением F1.
![]() (2.7)
(2.7)
где ![]() - допустимая степень деформации на первом переходе
- допустимая степень деформации на первом переходе
[7, табл. 71], [%]
![]()
Отсюда определим наружный диаметр полученного колпачка
![]() (2.8)
(2.8)
![]()
Примем наружный диаметр равным 41 мм.
Определим высоту колпачка после первой вытяжки с утонением стенок. В SolidWorks строим колпачок с расчетными размерами и произвольной высотой. Затем запрашиваем объём колпачка.
Он составляет 10140.31 мм3. Определяем поправку на высоту колпачка по формуле 2.5.
![]()
С учётом изменения высоты получаем полуфабрикат высотой 47.75 мм.
Для контроля правильности построения запрашиваем объём полученного колпачка и сравниваем с заготовки.
Исходя из равенства объёмов колпачка после первой вытяжки с утонением стенок и заготовки, можно сделать вывод о том, что построение выполнено верно.
Учитывая допустимую степень деформации на втором переходе, проверяем выполнимость второй вытяжки с утонением стенок.
![]() (2.9)
(2.9)
где ![]() - допустимая степень деформации на втором переходе [7, табл. 71], [%]
- допустимая степень деформации на втором переходе [7, табл. 71], [%]
![]() - площади поперечного сечения на первом и втором этапах вытяжки с утонением стенок, [мм2]
- площади поперечного сечения на первом и втором этапах вытяжки с утонением стенок, [мм2]
![]()
Вытяжка возможна, так как степень деформации ниже допустимой, примем наружный диаметр колпачка на втором переходе по чертежу(40 мм).
Определим высоту колпачка после второй вытяжки с утонением стенок. В SolidWorks строим колпачок с расчетными размерами и произвольной высотой. Затем запрашиваем объём колпачка.
Он составляет 8232.50 мм3. Определяем поправку на высоту колпачка по формуле 2.5.
![]()
С учётом изменения высоты получаем полуфабрикат высотой 72,34 мм.
Для контроля правильности построения запрашиваем объём полученного колпачка и сравниваем с объёмом заготовки.
Исходя из равенства объёмов колпачка после второй вытяжки с утонением стенок и заготовки, можно сделать вывод о том, что построение выполнено верно.
Произведём технологические расчеты процесса обжима горловины колпачка. Возможность обжима цилиндрической заготовки за одну операцию определяется коэффициентом обжима [10, с. 196].
![]() (2.10)
(2.10)
где d – диаметр обжатого участка, мм;
D – диаметр полой трубчатой заготовки или полуфабриката, мм.
Расчет ведём по методике описанной в [11, стр. 214].
![]()
![]() принимается в зависимости от относительной толщины материала и предела прочности материала (табл. 2.2). В нашем случае
принимается в зависимости от относительной толщины материала и предела прочности материала (табл. 2.2). В нашем случае ![]()
![]() .
.
По [11, стр. 205] принимается допустимым коэффициент обжима равный 1.39..1.31 и уменьшается его значение на 3..5%. Вследствие этого принимается предельный коэффициент обжима 1.35..1.27, что соответствует возможности выполнения обжима за одну операцию при использовании штампа с боковым подпором, т.к. ![]() [11, стр. 213].
[11, стр. 213].
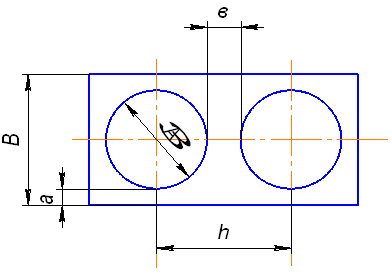
Эскиз полуфабриката выполняем с помощью программы Solid Works. Для начала строим получаемую деталь, затем прибавляем припуск на обрезку. Высота припуска на обрезку вычисляется исходя из принципа равенства объёмов по формуле:
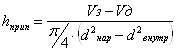 (2.11)
(2.11)
где ![]() - объёмы заготовки и детали соответственно (п. 2.1), мм3;
- объёмы заготовки и детали соответственно (п. 2.1), мм3;
![]() - наружный и внутренний диаметры обрезаемого припуска, мм.
- наружный и внутренний диаметры обрезаемого припуска, мм.

Данный размер не контролируется, поэтому погрешность вычислений допускает исключение из расчёта радиусов скругления.
Правильность построения проверяем путём пересчёта объема получившейся детали.
Объём исходной заготовки и полученного полуфабриката совпадают, следовательно, построение геометрической формы после обжима горловины выполнено, верно.
Похожие работы

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...
... Дата выдачи Срок сдачи проекта Руководитель проекта И.И.Бурнашев__________________ Аннотация Курсовой проект выполнен на тему: «Разработка технологии и оснастки для изготовления детали «Планка». В ходе выполнения курсового проекта разработаны: Оптимальная технология изготовления заданной детали; Комплект штампов для ее изготовления. Кроме этого дан анализ технологичности конструкции ...





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...
0 комментариев