Навигация
3 Конструкторская часть
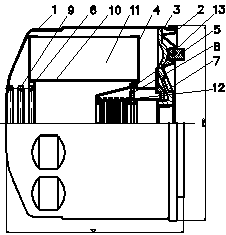
3.1 Выявление типа и технологических схем штамповки
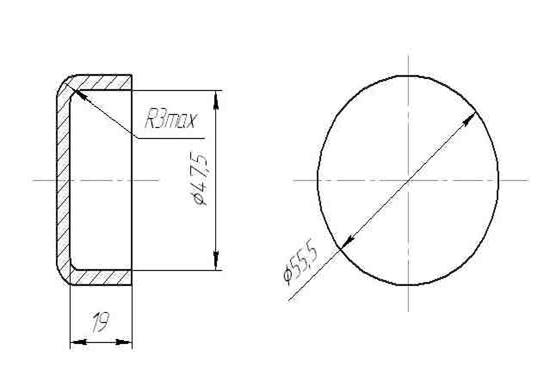
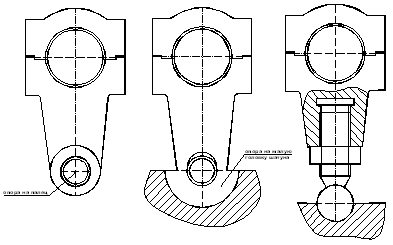
Для изготовления колпачка для последующей операции вытяжки с утонением применяется штамп для вырубки и вытяжки за один ход пресса.
В данном штампе заготовка вырубается пуансон-матрицей из подаваемой полосы, а затем вытягивается колпачок, при обратном ходе пресса полуфабрикат выталкивается из пуансон-матрицы выталкивателем от ползуна пресса плоскость матрицы.
Для операции вытяжки колпачка с утонением материала применяется штамп для последовательной перетяжки колпачка через 2 матрицы за один ход пресса.
В данном штампе колпачок устанавливается в отверстие прижима, затем происходит ход пресса и деформация колпачка при прохождении через 2 матрицы. После прохождения второй матрицы полуфабрикат распружинивается и при обратном ходе пуансона снимается с него и падает в отверстие подштамповой плиты.
Для обжима применяется штамп с прижимом боковой поверхности колпачка для исключения потери локальной устойчивости.
В данном штампе колпачок с помощью правого и левого прижимов обжимается, затем происходит деформация заготовки пуансон-матрицей, при обратном ходе пресса освобождаются от обжима прижимы и деталь из пуансон-матрицы выталкивается на поверхность нижней плиты штампа.
Так все вышеперечисленные операции целесообразно применять при многосерийном производстве, то данные пакеты штампа принимаются к разработке.
3.2 Прочностные расчёты деталей и узлов штампов
Проверку на смятие плиты под опорной поверхностью пуансона проводится по формуле по формуле:
![]() , (3.1)
, (3.1)
где
![]() - напряжение смятия, МПа;
- напряжение смятия, МПа;
P – номинальное усилие операции, Н;
F – площадь под опорной поверхностью пуансона, мм2;
![]() - допустимое напряжение смятия, принято 100 МПа.
- допустимое напряжение смятия, принято 100 МПа.
Для вытяжного штампа:
![]()
Для обжимного штампа:
![]()
Следовательно условие несмятия плиты выполняется.
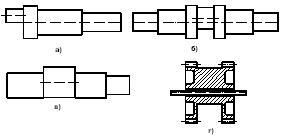
Расчёт пуансонов на сжатие в наименьшем сечении:
![]() , (3.2)
, (3.2)
где f – площадь в наименьшем сечении пуансона, мм;
![]() - напряжение сжатия, МПа;
- напряжение сжатия, МПа;
![]() - допустимое напряжение сжатия, МПа. Принимаем для Стали У10А
- допустимое напряжение сжатия, МПа. Принимаем для Стали У10А ![]() [10, стр. 283].
[10, стр. 283].
Пуансон вытяжного штампа:
![]()
Для пуансон-матрицы обжимного штампа:
![]()
Следовательно условие несжатия для рассматриваемых пуансонов выполняется.
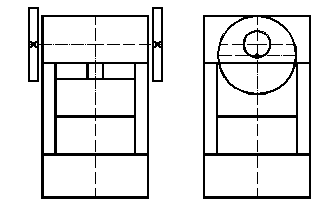
Расчет свободной длины пуансона на свободный изгиб выполняется для проверки условия жесткости рабочего инструмента.[7. стр. 459]
![]() , (3.3)
, (3.3)
где E- модуль упругости, МПа, принимается ![]() МПа
МПа
J - момент инерции сечения, ![]()
n=2-коэффицент запаса прочности.
Для круглого пуансона вытяжного штампа:
![]() (3.4)
(3.4)

В данном случае пуансон обеспечит 464,5 мм несгибаемой длины, вместо потребных 155 мм.
Расчёт на изгиб для пуансон матрицы обжимного штампа не проводим в виду заведомой стойкости.
Проверим на разрыв винты крепления пуансон-матрицы обжимного штампа по формуле:
![]() , (3.5)
, (3.5)
где P – усилие выталкивателя, Н.
площадь поперечного сечения винта, мм2
![]() - допустимое напряжение на разрыв, принимаем
- допустимое напряжение на разрыв, принимаем ![]()
![]()
3.3 Выбор и расчёт буферных устройств
В качестве буферного устройства используется пружины выталкиватель в штампе для обжима.
Все расчёты пружин выполнены с помощью приложения программного пакета KOMPAS v8 Plus и приведены в приложении.
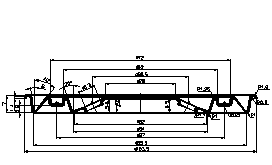
3.4 Расчет исполнительных размеров пуансонов и матриц
Расчёт исполнительных размеров пуансона и матрицы производим для последней операции вытяжки.
Исполнительные размеры матрицы:
![]()
Исполнительные размеры пуансона:
![]()
Похожие работы

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...
... Дата выдачи Срок сдачи проекта Руководитель проекта И.И.Бурнашев__________________ Аннотация Курсовой проект выполнен на тему: «Разработка технологии и оснастки для изготовления детали «Планка». В ходе выполнения курсового проекта разработаны: Оптимальная технология изготовления заданной детали; Комплект штампов для ее изготовления. Кроме этого дан анализ технологичности конструкции ...





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...
0 комментариев