Навигация
Виды сварочных электродов
46230
знаков
4
таблицы
13
изображений
2. Виды сварочных электродов
Основная роль сварочных электродов — подача электропитания для нагрева в точку сварки. Кроме того, при помощи электродов можно существенно изменять химический состав сварного шва или производить легирование свариваемого металла в точке сварки. При дуговой сварке обычно используются плавящиеся электроды, к которым относится сварочная проволока (она бывает сплошная и порошковая), присадочные прутки, сварочные ленты и пластины. Если сварочный процесс предусматривает плавление, то при помощи таких электродов вводится присадочный материал. Неплавящимися электродами называют электродные стержни и специальные электроды для контактной сварки.
В зависимости от типа свариваемых материалов и требуемых характеристик сварочного шва, электроды можно разделить на несколько групп:
Электроды для сварки углеродистых и низколегированных конструкционных сталей
К этой группе относятся электроды, предназначенные для сварки углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с временным сопротивлением разрыву до 590 МПа. Основными характеристиками электродов являются механические свойства металла шва и сварного соединения: временное сопротивление разрыву, относительное удлинение, ударная вязкость, угол изгиба. По этим показателям электроды классифицируются на следующие типы (цифры за буквой «Э» соответствуют минимальному временному сопротивлению разрыву металла шва или сварного соединения в кгс/мм2):
Э38, Э42, Э46 и Э50 — для сварки сталей с временным сопротивлением до 490 МПа;
Э42А, Э46А и Э50А — для сварки сталей, когда к металлу шва предъявляются повышенные требования по относительному удлинению и ударной вязкости;
Э55 и Э60 — для сварки сталей с временным сопротивлением разрыву свыше 490 МПа и до 590 Мпа.
В зависимости от типа покрытия электроды для сварки углеродистых и низколегированных сталей характеризуются различным уровнем сварочно-технологических свойств. Типом покрытия в значительной степени определяется возможность ведения сварки во всех пространственных положениях, род сварочного тока, производительность сварочного процесса, склонность к образованию пор, а в некоторых случаях — содержание водорода в наплавленном металле и склонность сварных соединений к образованию трещин.
Различают следующие виды покрытий:
v Основу кислого покрытия электродов составляют оксиды железа, марганца и кремния. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42. Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током. Но при использовании таких электродов металл шва имеет повышенную склонность к образованию горячих трещин.
v Основу рутилового покрытия составляет одноименный концентрат (природный диоксид титана). Металл шва, выполненный такими электродами, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок электродов относятся к электродам типа Э42 и Э46.Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов. Они обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Рутиловые электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и при сварке по окисленной поверхности.
v В состав ильменитового покрытия электродов в качестве основного компонента входит ильменитовый концентрат (природный концентрат диоксида титана и железа).Такие электроды по свойствам занимают промежуточное положение между электродами с кислым и рутиловым покрытиями.
v В электроды с основным покрытием входят карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей, металл шва отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах. Кроме того металл шва обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А и Э60.Но по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Их недостатки — высокая чувствительность к образованию пор при увлажнении покрытия и удлинении дуги. Сварка обычно ведется постоянным током обратной полярности. Перед сваркой электроды с основным покрытием требуют обязательной прокалки при температурах (250-420°С).
v Целлюлозный тип покрытия содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз. Но, в то же время металл шва содержит повышенное количество водорода.
Электроды для сварки легированных конструкционных сталей повышенной и высокой прочности.
В эту группу входят электроды, предназначенные для сварки легированных сталей с временным сопротивлением разрыву свыше 590 МПа. Существует два технологических варианта, по которым производят сварку конструкций из этих сталей: с последующей термической обработкой сварных соединений и без нее.
При сварке с последующей термической обработкой применяют электроды, обеспечивающие получение равнопрочных сварных соединений. По ГОСТ 9467-75 стандартизировано пять типов электродов для сварки конструкционных сталей повышенной и высокой прочности: Э70, Э85, Э100, Э125 и Э150. Стандарт регламентирует содержание в наплавленном металле серы и фосфора, количество которых не должно превышать 0,030% и 0,035% соответственно.
Следует отметить, что при сварке конструкций, работающих в экстремальных условиях, при выборе конкретной марки электрода необходимо принимать во внимание химический состав свариваемого металла и электрода. Данные по химическому составу приводятся в нормативных документах и, в более общем виде, в условном обозначении электродов.
При сварке конструкций без последующей после сварки термической обработки, особенно, когда равнопрочность сварных соединений не является обязательным условием, используют электроды, обеспечивающие получение металла шва с аустенитной структурой. Получаемые сварные соединения отличаются высокой стойкостью против образования трещин, а металл шва — повышенной пластичностью и вязкостью. Сварка такими электродами производится с учетом особенностей, присущих электродам, предназначенным для сварки высоколегированных сталей. Такие электроды можно использовать и при сварке высоколегированных сталей и разнородных сталей.
Электроды для наплавки
В эту группу входят электроды, предназначенные для дуговой наплавки поверхностных слоев с особыми свойствами (кроме электродов для наплавки слоев из цветных металлов). Электроды изготавливают и поставляют в соответствии с требованиями ГОСТ 9466-75 и ГОСТ 10051-75.
Электроды для наплавки поверхностных слоев по химическому составу наплавленного металла и твердости при нормальной температуре классифицируются на 44 типа, согласно ГОСТ (например, электроды типа Э-16Г2ХМ, Э-110×14В13Ф2, Э-13×16Н8М5С5Г46). Наплавленный металл многих электродов регламентируется техническими условиями предприятий-изготовителей.
В зависимости от принятой системы легирования и условий работы получаемого наплавленного металла электроды для наплавки могут быть условно разделены на шесть групп. Это — электроды, обеспечивающие получение:
v низкоуглеродистого низколегированного наплавленного металла с высокой стойкостью в условиях трения металла о металл и ударных нагрузок;
v среднеуглеродистого низколегированного наплавленного металла с высокой стойкостью в условиях трения металла о металл и ударных нагрузок при нормальной и повышенных температурах (до 600-650°С);
v углеродистого, легированного (или высоколегированного) наплавленного металла с высокой стойкостью в условиях абразивного изнашивания и ударных нагрузок;
v углеродистого высоколегированного наплавленного металла с высокой стойкостью в условиях больших давлений и высоких температур (650-850°С);
v высоколегированного аустенитного наплавленного металла с высокой стойкостью в условиях коррозионно-эрозионного изнашивания и трения металла о металл при повышенных температурах (до 570-600°С);
v дисперсноупрочняемого высоколегированного наплавленного металла с высокой стойкостью в тяжелых температурно-деформационных условиях (910-1100°С).
Необходимо отметить, что производство наплавочных работ требует применения специальных технологий. В зависимости от химического состава и состояния основного и наплавляемого металлов технологии могут включать обязательное выполнение таких операций, как предварительный и сопутствующий подогрев, термическую обработку и др. — для получения заданных эксплуатационных свойств наплавляемой поверхности.
Электроды для холодной сварки и наплавки чугуна.
К этой группе относятся электроды, предназначенные для устранения дефектов в чугунных отливках, а также электроды, используемые при ремонте вышедшего из строя оборудования и восстановления изношенных деталей. В ряде случаев электроды могут быть применены при изготовлении сварно-литых конструкций.
Технология холодной сварки и наплавки чугуна ведется без предварительного подогрева, с минимальным тепловложением короткими валиками протяженностью 25-60 мм с охлаждением каждого наложенного валика на воздухе до температуры не более 60°С. Электроды позволяют получать металл шва с заданными свойствами в виде стали, сплавов на основе меди, никеля, железноникелевого сплава и др.
Электроды для сварки высоколегированных сталей и сплавов
Различают две группы электродов, предназначенных для сварки высоколегированных сталей и сплавов на железоникелевой и никелевой основах:
v электроды для сварки коррозионно-стойких материалов,
v электроды для сварки жаростойких и жаропрочных материалов.
Согласно действующей классификации к высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%. К сплавам на никелевой основе относят сплавы с содержанием никеля не менее 55%. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицируются на 49 типов. Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий-изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличается — и иногда весьма существенно — от состава и структуры свариваемых материалов.
Основными показателями, решающими вопрос выбора таких электродов, является обеспечение основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытие основного, рутилового и рутилово-основного видов. Скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Это свойство электродов обусловлено их низкой теплопроводностью и высоким электрическим сопротивлением.
Однако эти свойства обуславливают необходимость применения при сварке пониженных значений тока и уменьшения длины самих электродов. Сварка, как правило, производится постоянным током обратной полярности.
Электроды для сварки теплоустойчивых сталей
К группе электродов для сварки теплоустойчивых сталей (марок ЦУ-5, ЦЛ-17, ОЗС-11, ТМЛ-1У, ТМЛ-3У, ЦЛ-39, АНЖР-2 и др.) относятся электроды, предназначенные для сварки низколегированных и легированных теплоустойчивых сталей. (Теплоустойчивыми называются стали, работающие при повышенных температурах — до 550-600°С).
Основными характеристиками электродов являются химический состав наплавленного металла и механические свойства металла шва при нормальной температуре. При выборе электродов учитывают также максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва.
Согласно ГОСТ 9467-75 электроды для сварки теплоустойчивых сталей по показателям химического состава и механических свойств наплавленного металла и металла шва классифицированы на девять типов: Э-09М, Э-09МХ, Э-09×1М, Э-05×2М, Э-09×2М1, Э-09×1М1НФБ, Э-10×3М1БФ, Э-10×5МФ. Электроды могут иметь рутиловое и основное покрытие.
Вместе с тем, при сварке теплоустойчивых сталей применяют электроды, не регламентированные ГОСТ 9467-75, основным назначением которых является сварка других классов стали (например, электроды АНЖР-1, предназначенные, главным образом, для сварки разнородных сталей).
Сварку теплоустойчивых сталей в большинстве случаев выполняют с предварительным подогревом и последующей термообработкой.
Похожие работы
... в печные карманы. В ряде цехов материалы из дозировочных бункеров шихтового отделения доставляют системой конвейеров непосредственно в печные карманы. 2. Производство ферросплавов 2.1. Производство ферросилиция Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций ...
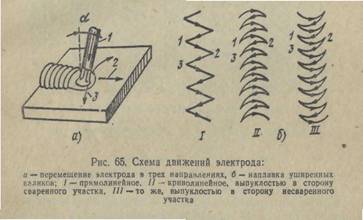
... режимом сварки понимают совокупность показателей, определяющих протекание процесса сварки. Эти показатели называют элементами режима. Основными элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется величина поперечного перемещения конца электрода. Остальные факторы - вылет (длина) электрода, ...
... кислоты. Выход продукта в пересчете па глюкозу составляет в целом до 54%. Химическая схема производства аскорбиновой кислоты Технология производства аскорбиновой кислоты Стадия 1. Производство D-сорбита из D-глюкозы В производстве синтетической аскорбиновой кислоты D-сорбит является первым промежуточным продуктом синтеза. D-сорбит представляет собой белый ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
0 комментариев