Навигация
Оборудование для обработки материалов
46230
знаков
4
таблицы
13
изображений
3. Оборудование для обработки материалов
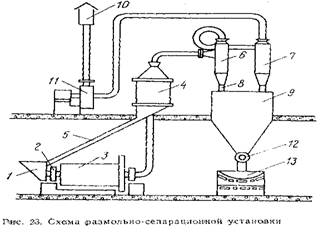
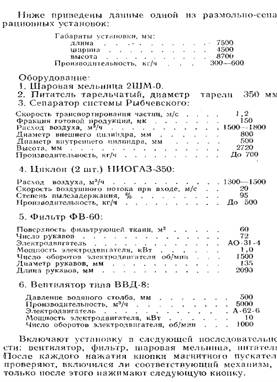
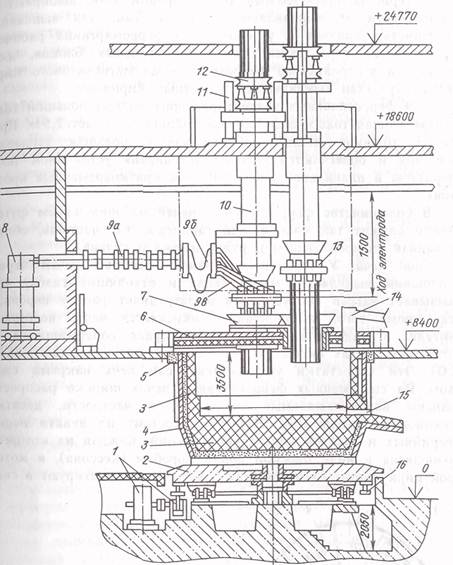
Для размола и классификации рудо-минералов широко применяют хорошо механизированные или автоматические линии размольно-селарационных установок. Работая под разрежением, они почти полностью устраняют пылевыделение в агрегатах и соединениях трубопроводов. Хорошая работа размольно-сепарационых установок требует точной регулировки всех агрегатов потоков воздуха, как по скорости, так и по количеству. Почти все установки индивидуальны, так как на каждом заводе вносятся в схему и конструкцию этих установок дополнения и усовершенствования. На рис. приведена принципиальная схема размольно-сепарационной установки.
Подлежащий размолу материал после дробления и утки поступает с помощью питателя 1,через полую цапфу 2 в шаровую мельницу 3. Измельченный продукт через вторую полую цапфу подается воздушным потоком в классификатор 4, где происходит разделение на крупную и мелкую фракцию. Крупная фракция возвращается в мельницу по трубе 5, а мелкая улавливается циклонами 6 я 7, установленными последовательно, откуда через мигалку 8 попадает в бункер готового материала 9. Поток воздуха с пылевидной фракцией дополнительно очищается в многорукавном фильтре 10, после чего выбрасывается в атмосферу. Воздушный поток создается центробежным пылевым вентилятором высокого давления 11, установленным в конце технологической линии, что обеспечивает работу всех агрегатов и соединений установки под разрежением. Готовый материал через весовой дозатор 12 попадает на транспортер 13 и направляется в смеситель.
Размол материалов
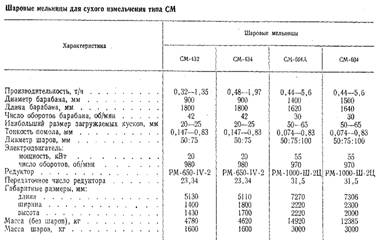
В качестве размольных механизмов используют главным образом шаровые мельницы промышленного изготовления. Они бывают различной конструкции и производительности. В табл. 11 приводятся данные шаровых мельниц, наиболее часто применяемых в электродных цехах.
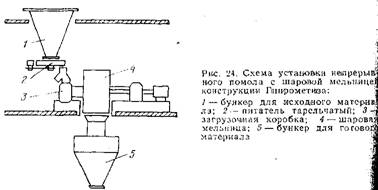
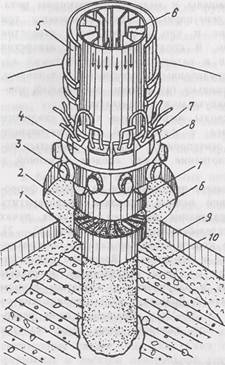
Установка непрерывного помола с шаровой мельницей конструкции Гипрометиза показана на рис. 24
Мельница предназначена для обработки руд, минера лов и ферросплавов.
При размоле ферромарганца в мельницу необходим! подавать инертный газ из расчета 1 м3/ч.
Материал из бункера с помощью питателя через цагфу попадает в шестигранный барабан. Внутри барабан! установлены броневые плиты, в которых имеются щеля. На пяти гранях из шести установлены сетки. Мелки! материал, прошедший через сетки, поступает в бункер готовой продукции, а непрошедший возвращается в размольный барабан:
Производительность, кг/ч. 300
Электродвигатель. А-52
Мощность электродвигателя, кВт. 4,5
Число оборотов электродвигателя, об/мин 950
Питатель тарельчатый. АО-31
Мощность электродвигателя, кВт 0,6
Число оборотов электродвигателя, об/мин 1410
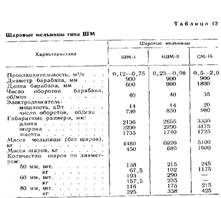
В табл. приведена техническая характеристика шаровых мельниц типа ШМ.
Вибрационные сита (грохоты электромагнитные вибрационные)
| Характеристика | Вибрационные сита | |||
| Гипрохим | С-265 | С-265а | СМ-402 | |
| Размер сита, мм ... . Число сит Число колебаний в минуту Амплитуда колебаний, мм. Мощность электродвигателя, кВт Масса грохота, кг ... . | 385x1470 3 3000 До 3 1,2 700 | 700x1000 1 3000 До 3 0,9 182 | 700X1000 2 3000 До 3 0,9 246 | 600x1000 1 3000 0,5—1,0 0,9 530 |
Вибрационные сита:
| Завод | Славянский | |
| Характеристика | Куйбышевгид- | завод |
| ростроя | ||
| 200—400 | 200—400 | |
| 0,5 | 0,6 | |
| 2800 | 3000 | |
| Мощность электродвигателя, кВт . . . | 0,4 | 0,5 |
| Габаритные размеры, мм: | 1400 | 1810 |
| 730 | 775 |
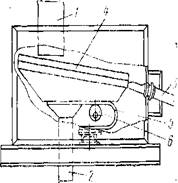
Схема вибрационного сита завода Куйбышевгидростроя: 1 - труба для питания сита; 2 — труба для выхода готового материала; 3 — труба для возврата отсевов; 4 — короб сита с сеткой №40; 5 —рессорная опора; 6 — электровибратор с мотором.
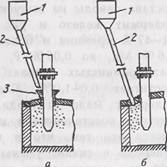
Установка для обработки ферросплавов мокрым способом
На некоторых предприятиях применяется мокрый способ обработки ферросплавов. В установку для обработки ферросплавов мокрым способом входит следующее оборудование (рис. 27).
1.Шаровая мельница 2ШМ-0.
2.Питатель ПЛ-1.
3.Центрифуга фильтрующая типа ТН-800Н:**
Диаметр ротора, мм. 800
Высота ротора, мм 400
Емкость ротора, м3 0,09
Число оборотов ротора, об/мин 1250
Масса загрузки, кг 180
Электродвигатель АОП-42-4
Мощность электродвигателя, кВт . 2,8
Габариты, мм:
Длина 1600
Ширина 1245
Высота 1020
Масса, кг 910
Оборудование для изготовления стержней
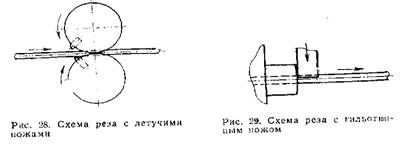
Для изготовления стержней электродов применяют правильно-отрезные станки, которые делятся на две группы: с «летучими» ножами и гильотинными.
Правильно-отрезные станки имеют: мотовило (с постоянным барабаном или регулируемым и наклонным), правящий барабан (рис. 30) с пятью или семью твердосплавными (ВК-б или чугун перлитный) сухарями с числом оборотов 3000-7000 в минуту и режущим устройством, которое не определяет группу станка.
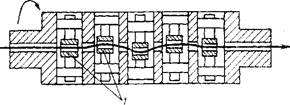
Рис. Схема правильного барабана: / — сухари
Правильно-отрезные станки с летучими ножами проще, обычно более производительны, но на них трудно получить чистый перпендикулярный рез и строго постоянную длину стержня. Они рассчитаны для правки и рубки малоуглеродистой стали.
Правильно-отрезные станки с гильотинным ножом обычно предназначены для рубки и правки стержней из любой стали — малоуглеродистой, высоколегированной и из цветных металлов, практически любой длины.
Техническая характеристика станков
| Станки |
| |||
| Характеристика | ||||
| ПОС-1 | ОСЗ-МД | ОСЗ | ИО-3213 | |
| Диаметр проволоки, мм . , . | 3—6 | 2—3 | 4—6 | 2—6 |
| Длина стержня, мм .... | 225—450 | 250 и 350 | 450 | 450 |
| Производительность, м/мип | 58—100 | 56 | 81 | 58—100 |
| Число оборотов правильного | ||||
| барабана, об/мин | 4680 | 4800 | 5000 | 4700 |
| Мощность двух электродвига | ||||
| телей, кВт | 8,5 | 1,6 | 6,2 | 9,0 |
| Габаритные размеры, мм; | ||||
| длина | 1600 | 1920 | 1200 | 1740 |
| ширина | 660 | 600 | 845 | 772 |
| высота | 1200 | 1150 | 1170 | 1305 |
Рез стержней чистый, длина одинаковая (в пределах 2 мм). Значительные преимущества правильно-отрезных станков с гильотинным резом способствуют их широкому применению.
Инструмент, применяемый для правильно-отрезных станков:
1.Тянущие ролики (сталь СтЗ с наплавкой рабоч. поверхности электродами Т-540 или Ш-7; сталь ШХ15
3) при прогибе стержня—чрезмерный прижим роликов, повышенная упругость проволоки, неправильная установка сухарей;
4) при волнистости стержня — неправильная установка сухарей, плохая шлифовка' сухарей, недостаточное число оборотов правильного барабана.
Похожие работы
... в печные карманы. В ряде цехов материалы из дозировочных бункеров шихтового отделения доставляют системой конвейеров непосредственно в печные карманы. 2. Производство ферросплавов 2.1. Производство ферросилиция Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций ...
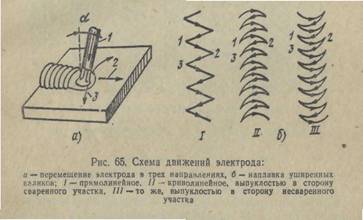
... режимом сварки понимают совокупность показателей, определяющих протекание процесса сварки. Эти показатели называют элементами режима. Основными элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется величина поперечного перемещения конца электрода. Остальные факторы - вылет (длина) электрода, ...
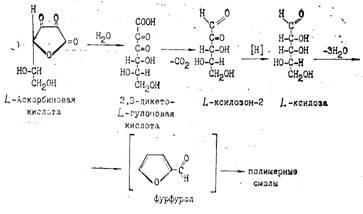
... кислоты. Выход продукта в пересчете па глюкозу составляет в целом до 54%. Химическая схема производства аскорбиновой кислоты Технология производства аскорбиновой кислоты Стадия 1. Производство D-сорбита из D-глюкозы В производстве синтетической аскорбиновой кислоты D-сорбит является первым промежуточным продуктом синтеза. D-сорбит представляет собой белый ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
0 комментариев