Навигация
Изготовление сварочной проволоки
46230
знаков
4
таблицы
13
изображений
4. Изготовление сварочной проволоки
Для производства электродов применяют стальную сварочную проволоку углеродистую, легированную и высоколегированную по ГОСТ 2246—60.
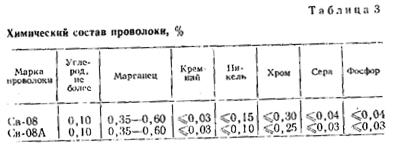
В зависимости от области применения электродов в паспорте указывается марка проволоки. Наибольшее распространение получила углеродистая проволока марок Св-08 и Св-08А, химический анализ проволоки этих марок указан в табл. 3.
Допускаемые отклонения по диаметру для проволоки диаметром от 4 до 6 мм составляют минус 0,16 мм. Овальность для указанных диаметров 'проволоки допускается в размере 0,08 мм. Проволока поступает в электродные цехи намотанная на катушки массой до 1 т или в бухтах по 80-100кг.
Технология изготовления жидкого стекла
Сырьем для изготовления жидкого стекла является силикатная глыба. При соблюдении технологии разварки силикатной глыбы модуль ее сохраняется для жидкого стекла.
Для ускорения процесса разварку глыбы производят и автоклавах с применением острого или глухого пара давлением до 500 кН/м2 (5 ат). Автоклавы используются горизонтальные вращающиеся или стационарные вертикальные. Наиболее производительными являются горизонтальные вращающиеся автоклавы.
В малопроизводительных старых цехах разварка силикатной глыбы производится в баках с нижней топкой, где подвешиваются специальные корзины из полосового листового железа для загрузки глыбы. Вода заливается в баки. Это малоэффективный длительный метод изготовления жидкого стекла, кроме того, глыба полностью не разваривается и модуль глыбы не сохраняется и жидком стекле.
При разварке глыбы во вращающихся горизонтальных автоклавах объемом 1,5 м3 загружают единовременно 500 кг силикатной глыбы, 400—450 л горячей воды по водомеру и 0,5 кг хромовокислого калия. В случае, если для шихты используется неостаренный или малоостаренный ферромарганец, необходимо расходовать на каждую варку жидкого стекла до 2,5 кг хромовокислого калия. Время разварки 1—1,5ч при использовании перегретого острого пара давлением 350-400кН/м2 (3,5-4 атмосферы).
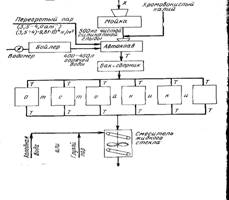
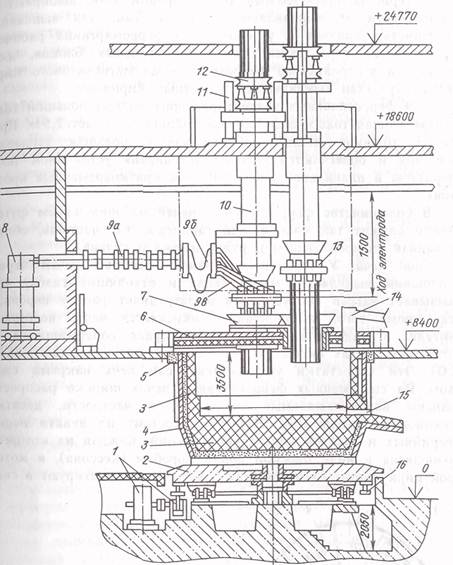
Технологическая схема варки жидкого стекла {X — химический анализ силикатной глыбы по партиям, Т — технологическая проба; плотность, температура, вязкость)
Готовность жидкого стекла определяют по ареометр, в горячем виде. Следует иметь в виду, что при охлаждении жидкого стекла плотность его увеличивается на 0,04 кг/см3. Готовое жидкое стекло необходимо осветлить в отстойниках с выдержкой до 10 сут.
Вязкость жидкого стекла при необходимости снижают менее вязким жидким стеклом, но ни в коем случае не водой. Для усреднения вязкости или плотно" жидких стекол пользуются механизированным смесителем.
Для транспортировки жидкого стекла лучше использовать сжатый воздух, чем насосы, так как жидкое стекло имеет свойство засыхать, отчего насосы работают неудовлетворительно.
Вязкость жидкого стекла можно повысить путем добавления хлористых солей натрия или калия, кальцинированной или пищевой соды. Упаренное жидкое стекло имеет более высокую вязкость, чем свежеразваренное в автоклаве той же плотности. Разбавленное водой жидкое стекло резко теряет вязкость. Замерзшее жидкое стекло при отогреве также теряет вязкость. Хранить жидкое стекло можно при температуре не ниже +5°С.
Плотность жидкого стекла и вязкость, необходимые дли производства электродов определенной марки, различные и зависят от особенностей и пластичности покрытия. Эта характеристика жидкого стекла оговаривается в паспорте на электроды.
5. Агрегаты для опрессовки электродов
(Питатель, пресс гидравлический, зачистная машина)
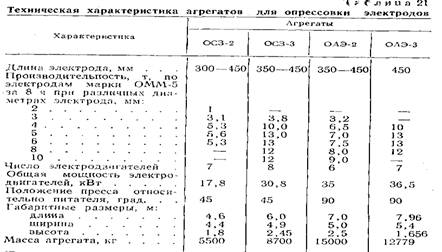
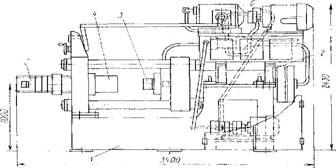
На рис. показан агрегат для опрессовки электродов, в табл. дана техническая характеристика агрегатов различных марок.
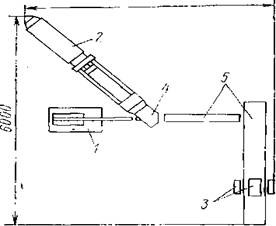
Рис. Схема агрегата типа ОСЗ-3 для опрессовки электродов: 1 — питатель стержней; 2—пресс гидравлической; 3 — зачистная машина; 4—головка пресса; В—транспортеры
В табл. 22 и 23 приведена техническая характеристика оборудования для изготовления электродов.
Агрегат непрерывного действия МАОЭ-1 предназначен для электродных стержней диаметром 4—-10 мм и длиной 450 мм. Агрегат работает с периодической за грузкой пресса массой по автоматическому и неавтоматическому циклу работ.
Время перезарядки опрессовочной части пресса 0,5 мин. Время опрессовки электродов ОММ-5 диаметром 5 мм и толщиной покрытия 1,25 мм из одного цилиндра составляет 3,5 мин плюс 0,5 мин перезарядки. Итого время цикла 4 мим или 15 циклов в час. Это составляет коэффициент полезной работы пресса 87,5%.
Пресс имеет четыре вертикальных обмазочных цилиндра. В то время как из одного цилиндра выпрессовывается масса, второй цилиндр промывается, в третий загружается обмазочная масса и уплотняется, у четвертого зачищается нижняя часть. Масса подается к прессу по транспортерной ленте от смесителя и попадает в приемный бункер над цилиндром. При помощи «стругана» масса заполняет приемный цилиндр в количестве, определяемом специальным весовым дозатором. Затем масса опускается в рабочий цилиндр и уплотняется поршнем.
Техническая характеристика питателей для электродных стержней
| Характеристика | ОСЗ-3 | OC3-4 | АОЭ-2 | АОЭ-З |
| Длина стержня, мм . . . | 250—450 | 250-450 | 350—450 | 450 |
| Диаметр стержня, мм . . | 2—10 | 2—10 | 3—10 | 4—8 |
| Окружная скорость тяну- | ||||
| щих роликов, м/мин. | 45—180 | 70-330 | 63—250 | 69,6—297 |
| Пределы регулировки вида- | ||||
| чи стержней при диаметре | ||||
| 5 мм и длине 450 мм, | ||||
| шт/мин | 100—400 | 155-600 | 125—380 | 155—660 |
| Мощность электродвигате- | ||||
| 2,8 | 6,5 | 3,8 | 6,5 | |
| Габаритные размеры, мм: | ||||
| -длина | 1400 | 1650 | 1570 | 1750 |
| ширина | 820 | 860 | 620 | 860 |
| высота | 1570 | 1656 | 1590 | 1650 |
Смена цилиндров производится одновременно и автоматически. Одновременно включаются (и выключаются) механизм, подающий стержни, транспортерные ленты пресса, зачистная машина и транспортерные ленты конвейерной печи:
Усилие, т:
прижима цилиндра 80
уплотнения массы 114
па шток пресса 180—200
Скорость подачи стержней, шт/мин До 650
Часовая производительность агрегата по электродам ОММ-5 диаметром 5 мм и толщиной покрытий 1,25 мм составляет 3 т, за 8-ч смену — 24 т.
Это не представляет большого труда приспособить агрегат. Для опрессовки электродов диаметром 3 мм. Скорость подачи стержней увеличится до 840 шт/мин. Пресс позволяет наносить покрытие с хорошей концентричностью, что очень важно для тонких электродов. Коэффициент полезной работы пресса при изготовлении электродов диаметром 3 мм значительно повышается:
Техническая характеристика агрегата МАОЭ-1:
Производительность, шт/мин До 650
Диаметр стержней, мм 4—10
Длина стержней, мм 450
Усилие на штоке пресса, т 180—200
- Максимальное давление
в головке пресса, МН/м2 (ат) 5,78 (578)
Максимальное давление в масляном цилиндре,
МН/м2 (ат)2 (200)
Максимальное количество массы, подаваемое
прессом, л/мин12
Ход поршня, мм:
полный885
рабочий800
Диаметр поршня цилиндра, мм:
масляного360
обмазочного200
Емкость обмазочного цилиндра, л .... .25
Скорость хода поршня, мм/мин:
рабочего максимального490
холостого вперед2450
холостого назадч3050
Общая мощность электродвигателей, кВт . .94—100
Габаритные размеры, мм:
длинаЮ800
ширина 5200
высота5600
Общая масса, т32—40
Технологический процесс нанесения покрытия на стержень.
Нанесение электродного покрытия на стержень вручную в настоящее время не применяют. На современных электродных производствах используют в основном агрегаты типа АОЗ-2 со средней производительностью 6 т электродов в смену, типа ОЗС-2 со средней производительностью 10 т электродов в смену и четырехцилиндровые агрегаты типа АОЭН-1 со средней производительностью 20 т электродов в смену.
На всех агрегатах, за исключением АОЭН-il, брикеты вручную загружают в цилиндр пресса. Смачивать водой брикеты не рекомендуется, так как это может вызвать трещинообразование на электродном покрытии при прокалке. Стержни, загружаемые в подающий станок, предварительно проверяются контролером ОТК и должны отвечать всем требованиям по внешней характеристике.
Прессовщик проверяет вхолостую работу гидравлической системы пресса, правильность установки технологического инструмента, а также соответствие инструмента выпускаемому диаметру электрода. Далее он проверяет подачу стержней без поступления покрытия, после чего производит пробную опрессовку электродов при отладке установки калибрующей втулки в головке пресса, чтобы обеспечить концентричность нанесения покрытия на стержень.
Допуск по эксцентричности покрытия по ГОСТМ66—60 следующий:
Диаметр, мм 4 5 6 и более
Допуск, мм 0,20 0,25 0,30
Однако опыт показывает, что электроды с указанными отклонениями по эксцентричности невозможно применять при сварке швов в переменных пространственных положениях, что зачастую требуется в машиностроении и при монтаже конструкций. При опрессовке электродов прессовщик также следит за толщиной покрытия, так как выпуск электродов диаметром, меньшим указанного в паспорте, повлечет за собой снижение перехода легирующих элементов в шов, уменьшение газовой и шлаковой защиты, а следовательно, снижение механических свойств и ухудшение химического состава металла шва, что приведет к перерасходу проволоки. Электроды с превышенной толщиной покрытия могут потрескаться в печи; кроме того такое превышение ведет к перерасходу материалов покрытия. Допускаемая толщина покрытия указывается в паспорте на электроды и определяется калибрующей втулкой и давлением обмазочной массы в головке пресса.
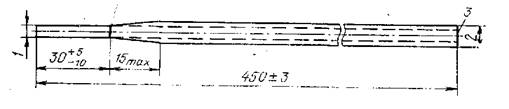
Рис. Сварочный электрод (ГОСТ 946660): 1 — диаметр стержня; 2—диаметр электрода; 3 —торец без покрытия
Толщину покрытия характеризует коэффициент покрытия, пределы которого также ограничиваются в паспорте на электроды.
Важное значение имеет также правильность зачистки торцов электродов.
Диаметр электрода указывается в паспорте. Стержень электрода из проволоки марки Св-08 или Св-08А должен отвечать требованиям ГОСТ 2246—60.
По ГОСТ 9466—60 длина стержня без покрытия с одного конца электрода для держателя должна составлять 30 мм (допуск от +5 до —10 мм) при плавном Переходе От стержня к покрытой части; Длина стержня без покрытия на другом конце электрода при диаметре' стержня до 6 мм не должна быть больше половины диаметра, а при диаметре стержня свыше 6 мм — не более/ 3 мм.
Список используемой литературы
1) Л.А. Колчанов «Сварочное производство».
2) И.И. Гарник, Г.М. Пиолунковский «Производство металлических электродов».
Похожие работы
... в печные карманы. В ряде цехов материалы из дозировочных бункеров шихтового отделения доставляют системой конвейеров непосредственно в печные карманы. 2. Производство ферросплавов 2.1. Производство ферросилиция Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций ...
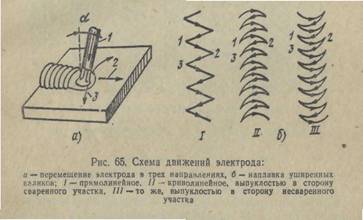
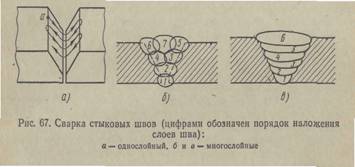
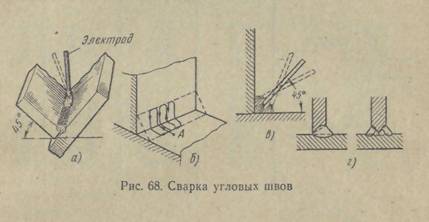
... режимом сварки понимают совокупность показателей, определяющих протекание процесса сварки. Эти показатели называют элементами режима. Основными элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется величина поперечного перемещения конца электрода. Остальные факторы - вылет (длина) электрода, ...
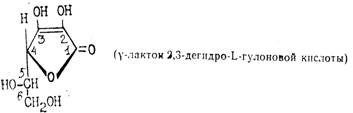
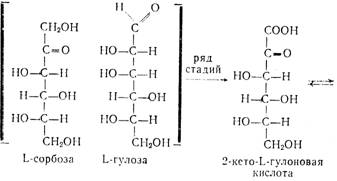
... кислоты. Выход продукта в пересчете па глюкозу составляет в целом до 54%. Химическая схема производства аскорбиновой кислоты Технология производства аскорбиновой кислоты Стадия 1. Производство D-сорбита из D-глюкозы В производстве синтетической аскорбиновой кислоты D-сорбит является первым промежуточным продуктом синтеза. D-сорбит представляет собой белый ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
0 комментариев