Навигация
Організація поточного виробництва
31815
знаков
3
таблицы
2
изображения
3. Організація поточного виробництва.
Потоковий метод виробництва – це такий метод, при якому предмет праці в процесі обробки проходить по встановленому найкоротшому маршруту з заздалегідь фіксованим темпом. Найважливіша умова поточної організації виробництва є концентрація в одному виробництва випуску однакової або конструктивно – технологічно подібної продукції.
Признаки потокового виробництва:
- розділяє виробничий процес на окремі операції і надовго закріплює за визначеним робочим місцем;
- спеціалізація кожного робочого місця на виконання визначеної операції з закріпленням одного або декількох подібних предметів праці;
- узгодження і ритмічне виконання всіх операцій на основі єдиного розрахункового ритму поточної лінії;
- розміщення робочих місць в строгій відповідній послідовності технологічного процесу;
- передача оброблюваних деталей з операції на операцію з мінімальною перервою і при допомозі спеціального транспортного обладнання.
Основна ланка потокового виробництва – це потокова лінія, тобто сукупність спеціалізованих робочих місць, розміщених у відповідності з технологічним процесом.
Для потокових ліній використовують спеціальні транспортні засоби, які виконують функцію не тільки переміщення предметів праці з одного робочого місця на інше, але і для підтримки такту роботи потокової лінії.
Такі транспортні засоби ділять на безпривідні – скоти, рольганги;
Конвеєри по конструкції розрізняють:
- стрічкові;
- ланцюгові;
по характеру руху:
- безперервним рухом;
- перерваним рухом (пульсуючим) приводиться в дію періодично через деякий проміжок часу.
При наявності на потоковій лінії паралельних робочих місць, які виконують однакові операції, застосовують конвеєри з адресуванням предметів праці. За кожним робочим місцем закріплюють певний номер конвеєра.
Таким чином, діючи в комплексі і синхронно з іншими робочими машинами, конвеєри дозволяють регламентувати рух виробів на лінії шляхом застосування встановленого ритму. Це дозволяє паралельно виконувати операції, знижувати тривалість виробничого циклу, підвищувати продуктивність праці – це переваги потокового методу виробництва. Для потокового виробництва необхідно проводити ряд організаційно – технічних заходів. Високі вимоги пред’являють до вибору і розміщення обладнання, якості і поточності оснастки, якості матеріалів, прогресивності технології, планування і обліку.
На підставі аналізу продукції, її обсягу, стану технологічного процесу, можливостей його вдосконалення, маси і габаритів виробу вибирається різновид потокової лінії та обчислюються основні параметри: такт, ритм, кількість робочих місць, довжина робочих зон, швидкість руху конвеєра.
Просторове розміщення потокових ліній може бути різним залежно від кількості робочих місць, типу транспортних засобів, площі. Найпростішим є прямолінійне розміщення робочих місць. Але це не завжди можливе. Буває дворядне, кільцеве, зигзагоподібне розміщення потокових ліній. Суміжні потокові лінії треба розміщувати так, щоб було зручно транспортувати предмети праці між ними.
3.Розрахунково-технологічна частина.
3.1. Характеристика виробу, його призначення та будова.
Основними несучими конструкціями, які приймають навантаження даху (снігу, вітру), є стропила, складові балки і ферми.
Стропила розрізняють наслонні і висячі. Вибір виду стропил залежить від нахилу даху, снігового і вітрового навантажень, а також від покрівельного матеріалу .
Наслонні стропила мають дві або три опори. В будинках з невеликими розмірами використовують переважно наслонні односкатні стропила; двохскатні наслонні стропила використовують в жилих і громадських будинках, які мають внутрішні несучі стіни, колони або несучі перегородки.
В нижній частині стропильні ноги опираються на мауерлат (підстропильний брус), а верхній в коньковий прогін, який в свою чергу спирається на стійки, які встановлюються на нижній прогін. З’єднують елементи стропил на врубках, і кріплять скобами та хомутами.
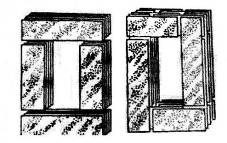
Стропильна система, яка складається з ряду встановлених стропил буває симетричною і несиметричною.
Стропильну систему встановлюють на підстропильні бруски. Деталь стропил – стропильні ноги, підкоси, рігелі.
3.2.Вибір деревиниЗ численних порід дерев, що ростуть на території нашої країни, промислове значення мають близько двох десятків найбільш поширених хвойних і листяних порід. Дерева хвойних порід становлять більшу частину лісів України. Саму деревину використовують широко не тільки у будівництві, а й у деревообробній промисловості. Висока механічна міцність, легкість обробки, прямостовбурність і великі розміри – цінні властивості деревини хвойних порід.
Поширеними хвойними породами є сосна, ялина, модрина, кедр, ялиця.
Сосна має ядро від рожевого до червонувато-бурого кольору, жовтувато-білу різної ширини (від 20 до 80 річних шарів) заболонь. Загальна характеристика кольору деревини сосни є червонуватий, або жовтуватий відтінок, серцевинні промені непомітні, річні шари розрізняються на всіх розрізах. Пізня деревина червонувато-бурого кольору, добре розвинута, різко відмежована від ранньої світлої деревини, смоляні ходи численні діаметром від 006 до 013 мм, через лупу її добре видно на всіх розрізах, має різкий скипидарний запах. Розміщення сучків суто кільчасті; напрямлені вгору під гострим кутом до осі стовбура. Кора у сосни внизу товста, з тріщинами, темно-бура, вгорі тонка, гладенька і золотиста. Деревина смолиста, міцна і досить стійка до загнивання, порівняно м’яка й легко оброблюється. У будівництві, столярно-будівельному, меблевому і фанерному виробництвах застосовують сосну. Росте всюди ялина без ядрова, спілодеревинна порода без заболоні.
Деревина біла із слабким жовтуватим відтінком, однорідна; серцевинні промені непомітні, річні шари розрізняються на всіх розрізах, пізня деревина має вигляд вузької світло-бурої смуги, у ранню переходить поступово. Смоляні ходи нечисленні, їх добре видно через лупу. Запах слабкий, скипидарний. Розміщення сучків кільчасте з дрібними окремими міжкільцевими сучками, горизонтальне. Кора бура, тріщинувата й досить тонка. Деревина ялини за якістю дещо поступається перед сосною, менш смолиста; дуже тверді, дрібні численні сучки; тривалий час має натуральний колір, однорідна за будовою. Застосовують у будівництві нарів із сосною.
Ялиця безядрова, спілодеревинна порода без заболоні. Деревина біла із слабким жовтуватим або буруватим відтінком. Серцевинні промені непомітні, річні шари розрізняються на всіх розрізах, пізня деревина малорозвинута у ранню переходить поступово. Смолені ходи є тільки у корі. Досить сильний приємний запах має кора, деревина немає. Розміщення сучків кільчасте, горизонтальне, з великою кількістю. Кора тонка, гладенька, сірого кольору. Деревина ялиці подібна до ялинової, смоли у ній немає; загниває легко жолобиться і тріскається; не блищить, добре колеться.
У промисловості застосовують переважно для підсобних будівель.
Модрина має червонувато-буре, широке ядро; буровато-білу, вузьку (до 20 річних шарів) заболонь. Деревина бурого відтінку, серцевинні промені непомітні; річні шари розрізняються на всіх розрізах, пізня деревина темно-бурого кольору, розвинута добре, різко відмежована від ранньої деревини світло-бурого кольору, розвинута добре, різко відмежування від ранньої деревини світло-бурого відтінку. Смоляні ходи дрібні в нечисленні, скипидарний запах, сучки розміщені горизонтально та безладно, деколи розкидані по одиночно. Кора товста буро-іржастого кольору з великою кількістю тріщин. Деревина модрини найважча із хвойних, тверда й міцна, стійка до загнивання дуже тріскається. У промисловості використовується, як замінник дуба, у місцях зростання використовується в житловому будівництві, а також у фанерному і меблевому виробництвах.
3.3.1.Технологічний процес виготовлення елементів стропильної системи.
Дошки по ширині розпилюють на круглопильних верстатах для повздовжнього пиляння. Перед збиранням елементи стропил очищають від кори, червоточин та гнилі.
Заготовлені елементи стропильної системи збирають в шаблонах на бойках. Деталі, які підлягають збиранню розміщують у бойках в такому порядку, щоби їх було зручно брати без додаткових рухів. Для розмітки елементів стропил використовують шаблони. До початку збирання стропильної системи необхідно на буйки нанести крейдою схему збираючих стропил в натуральну величину. Замість цього можна на площині буйка набити планки, які фіксуватимуть точне положення стропил в зібраному виді, тобто зробити шаблон. Після прорізки і контрольного збирання на буйці елементи стропил маркують і комплектно пакують. Контрольне збирання стропил з великою відстанню необхідна для того, щоби на будівництві їх можна було збирати без підгонки. В елементах стропил вибирають гнізда для встановлення болтів, нагелей.
Стропильні системи із брусків використовуються переважно в районах сільської місцевості, де є в достатній кількості деревина для виготовлення використовують очищений від кори круглий ліс діаметром 18см. Колоди повинні бути прямолінійними, рівними (без кривизни і гнилі). Невеликі нерівності, які є на брусках обробляють сокирою під шнур.
Затяжки, які з’єднують стропильні ноги, виготовляють із більш якісної деревини. Наперед підбирають колоду для затяжки і торцюють її на необхідний розмір по довжині. В зв’язку з тим, що максимальна довжина круглого лісу складає 6,5м, затяжку для великих розмірів виготовляють із двох або трьох колод. Нарощених по довжині. Потім підбирають колоди для стропильних ніг. Підкоси і стійки, які мають меншу довжину, роблять із обрізків або із більш коротких колод. Відібрані колоди торцюють і розмічають врубки по шаблону, зробленого із шаблону або тонкої листової сталі. Місця врубок після розмітки випилюють і зачищають гострою сокирою.
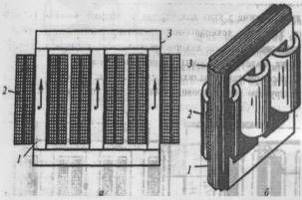
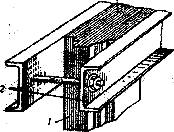
Складові балки на пластинчастих нагелях використовують с в перекриттях а також у вигляді верхніх поясів ферм. Балки нарощують з брусків, на дерев’яних нагелях. Найбільш поширеною конструкцією є балка В.С.Дерев’ягіна, яка являє собою два або три бруса із хвойних порід, зв’язаних пластинчастими нагелями, які виготовляють із деревини твердих порід (дуба, рідше берези).Нагелі в балках встановлюють по довжині, за виключенням середньої час-тини, де напруження порівняно невеликі.
Балки збирають двоє робочих (4-го і 2-го розрядів) на спеціальному пристрої.
У зв’язку з тим , що кінці балок стягнуті, а середина вигнута під впливом розпірок, балки стають вгнуті на величину підйому. При вигинанні балок слідкують за тим, щоби дотичні поверхні брусків були точно підігнані одна до другої, при цьому треба витримувати будівельний підйом. Далі, по шаблону розмічають отвори під нагелі і вибирають їх за допомогою електродовбальника, після чого в них вставляють пластинчасті нагелі. Після встановлення нагелей знімають ваги і готові балки легенько виправляють, дещо зменшуючи при цьому будівельний підйом.
Технологічна карта на виготовлення стропильної системи
| № опе-рації | Операція | № пере-ходу | Перехід | Обладнання | Пристрій | Інструменти | |
| ріжучі | вимірні | ||||||
| 1 | Заготівка | 1 2 | Підбір заготівок згідно технічних вимог: -вологість деревини не повинна переви-щувати 22%; -пиломатеріал 1-го і 2-го сортів; -не допускаються гниль і червоточина Підбір заготівок під строп. ноги, мауер-лати, обрешітку | метер | |||
| 2 | Первинна обробка | 1 2 3 4 5 | Попереднє розпилю-вання заготівок з припуском на подаль-шу обробку Повздовжнє розпилю-вання з припуском на обробку Фугування заготівок Обробка заготівок на рейсмусовому верста-ті Розмічання | Верстат ЦМЕ-3А Верстат ЦДК-4 Верстат СФ4 Верстат СР12-2 | Пила дис-кова для поперечного пиляння -//- для пов-здовжнього пиляння ножевий вал ножевий вал шаблони | Метер, кутник Метер Метер Метер Метер, кутник, олівець, рейсмус | |
| 3 | Вторинна обробка заготовок | 1 2 | Утворення шипів Утворення гнізд | Ручна пилка для попереч-ного пиляння, долото, ста-меска, Долото, стамеска | |||
| 4 | Попереднє складання виробу | ||||||
| 5 | Контроль якості | Метер, кутник, рівень, кутомір | |||||
| 6 | Монтаж виробу | ||||||
Похожие работы
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
... узгодження з відділом підземних споруд, відділом благоустрою виконкому Ради, енергонаглядом, водопровідно-каналізаційними службами, телефону та ін. Тільки після виконання підготовчих робіт може бути розпочате будівництво основних об'єктів. Для забезпечення проведення робіт у нічний час доби повинно бути влаштоване штучне освітлення за СНиП 81-80. Вимоги до нього: 1 Висота підвісу світильників ...
0 комментариев