Навигация
Монтаж елементів стропильної системи
31815
знаков
3
таблицы
2
изображения
3.3.2. Монтаж елементів стропильної системи.
Спочатку монтують мауерлат (підстропильні бруски), які повинні бути проантисептовані або обсмолені і обгорнуті після цього толлю. Встановлюють мауерлатиза рівнем, виставляючи по горизонталі. По довжині мауерлати зрощують в пів дерева, укріпляючи скобами.
Всі елементи стропил повинні бути щільно підігнані, без щілин і зазорів.
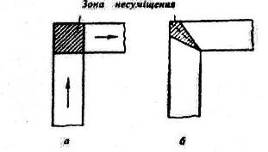
Стійку 1 зі стропиьлною ногою 2 (рис.1, а)після прирізки з’єднюють скобами 3 . При з’єднанні підкосів 4 (рис1, б) зі стійкою 1 необхідно спочатку прорізати їх, підігнавши до місця а потім закріпити скобою 3 . Стропильну ногу 2 із затяжкою 5 з’єднують стяжним хомутом 6 . Підкоси після прирізки і підгонки з’єднують з нижнім прогоном і стропильними ногами на цвяхах, скобах. 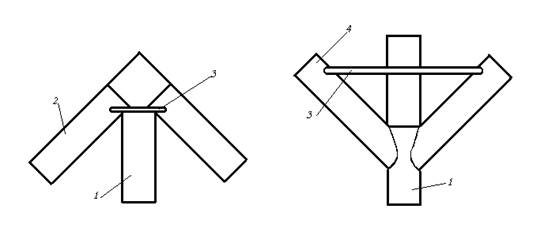
а) б)
Рис.1 Вузли кріплення висячих стропил
а) з’єднання стійки з стропильною ногою
б) з’єднання підкосів зі стійкою
1-стійка під стропила (стілець),
2-стропильна нога, 3-скоба,
4-підкіс під стропильну ногу
Обрешітку виготовляють із брусків, подвійного суцільного або розрідженого настилу дощок і кріплять до стропил цвяхами. Під м’який дах із руберойду або толі обрешітку роблять у вигляді суцільного настилу із двох шарів дощок (подвійний настил), причому верхній шар називають захисним, а нижній – робочим. Одинарний настил суцільний чи розріджений (зазор 20…30мм), використовують як основу під покриття із азбестоцементних плоских плиток. Обрешітку із брусків перерізом 50/ 50 мм використовують як основу під черепицю, хвилясті листи із склопластика, азбестоцементні хвилясті листи.
Настил і обрешітку не доводять до димових труб на 130мм.
3.4.1. Підрахунок об’єму заготовок для виготовлення виробу.
Підрахунок заготовок для даного виробу здійснюють в такій послідовності:- підрахунок об’єму заготівок стропильних ніг;
- підрахунок об’єму заготівок мауерлатів;
- підрахунок об’єму заготівок обрешітки;
- підрахунок об’єму заготівок стільця;
Підрахунок об’єму заготівок стропильних ніг Насамперед необхідно визначити габаритні розміри стропильних ніг. Нехай розміри будівлі рівні: довжина – 9,520м. , ширина – 6,650м. Для будівлі таких розмірів вибираємо двоскатну стропильну систему (симетричну) .За формою двоскатна стропильна система нагадує рівнобедрений трикутник (див. Рис1), довжина сторін якого рівна довжині стропильних ніг мінус довжину наслону (500мм).
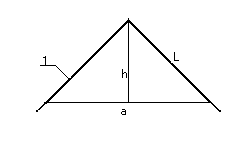
Рис.1 Форма двоскатної стропильної системи:
1 – стропильна нога;
а – відстань між мауерлатами (ширина будівлі);
h – висота стропильної системи;
L – довжина стропильної ноги.
Із трикутника АВС видно , що АС![]() = АВ
= АВ![]() +ВС
+ВС![]() , звідси АС=√(АВ
, звідси АС=√(АВ![]() +ВС
+ВС![]() ) , а довжина стропильної ноги L=АС+0,5м.
) , а довжина стропильної ноги L=АС+0,5м.
Висоту h вибираємо довільно, у відповідності до розмірів будівлі, кліматичними умовами та та виду покриття даху. Для даного випадку вибираємо h=3м.; ВС – половина ширини будівлі і становить 3,325м. Отже L=√(АВ![]() +ВС
+ВС![]() )+0.5м = √(3
)+0.5м = √(3![]() +3,325
+3,325![]() )+0,5 = 4,97м ≈ 5м
)+0,5 = 4,97м ≈ 5м
Отже габаритними розмірами стропильної ноги є: довжина – 5м, ширина – 0,15м і товщина – 0,06м
Кількість стропильних ніг визначаємо у відповідності із стандартом, за яким стропильні ноги одна від одної повинні бути на відстані – 0,80-1,10м. Розділимо довжину будівлі на однакову кількість проміжків за розмірами , які знаходяться в межах допустимих норм.
Довжину 9,52 ділимо на 10 проміжків по 0,952м, що є більше за 0,8м і менше 1,1м. Із малюнку видно, що для однієї сторони стропильної системи необхідно 11 стропильних ніг . А якщо з двох сторін то кількість збільшиться у два рази. Отже для виготовлення даної стропильної системи необхідно 22 стропильні ноги.
| 9,52 |
Об’єм стропильної ноги дорівнює V=a×b×c , де a-довжина; b-ширина; с-товщина .
V=a×b×c=5×0,15×0,06=0,045м![]()
Об’єм всіх стропильних ніг відповідно V![]() =0,99м
=0,99м![]()
Підрахунок об’єму заготівок мауерлатів.
Мауерлати встановлюються по периметру будівлі, а отже і довжина рівна довжині периметру: L=(a+b)×2; де а-довжина, b-ширина будівлі. Звідси L=(9,520+6,650) ×2=32.34м. Товщина і ширина мауерлатів рівна по 0,2м. Відповідно об’єм буде дорівнювати:
V![]() =a×b×c=32,34 ×0,2× 0,2=1,2936м
=a×b×c=32,34 ×0,2× 0,2=1,2936м![]()
Підрахунок об’єму заготівок обрешітки.
Обрешітки (лати) встановлюється по всій площі стропильної сис-теми на відстані 0,4-0,5м одна від одної. Товщина і ширина обрешітки залежить від покрівельного матеріалу. Вибираємо 0,05×0,05м. Довжина обрешітки обчислюється добутком кількості латів на довжину будівлі. Кількість латів обчислюється наступним чином: довжину стропильної ноги розбиваємо на відрізки по 0,4-0,5м.
Отже кількість латів з однієї сторони стропильної системи 11, а всіх 22. Звідси об’єм обрешітки дорівнює:
V![]() =a×b×c=9,52 ×0,05× 0,05×22=0,5236м
=a×b×c=9,52 ×0,05× 0,05×22=0,5236м![]()
Підрахунок об’єму заготівок стільця.
Довжина заготівок для стільця визначається насамперед вибраним варіантом конструкції. Варіант конструкції залежить від конструкції стропильної системи ( кута нахилу) та поперечного перерізу бруса. Для нашого випадку доцільно встановити стілець по середині стропильної системи поперечним перерізом 0,2×0,2м. А отже і довжина заготівки на стілець дорівнюватиме довжині будівлі плюс потрійна (три стійки) висота стропильної системи: L=9,52+9=18,52м. Відповідно об’єм заготівок дорівнюватиме:
V![]() =a×b×c=18,52 ×0,2× 0,2=0,74м
=a×b×c=18,52 ×0,2× 0,2=0,74м![]()
Загальний об’єм заготівок стропильної системи дорівнює сумі об’ємів на її окремі елементи:
V= V![]() + V
+ V ![]() + V
+ V ![]() + V
+ V![]() =0,99+1,2936+0,5236+0,74=2,5472м
=0,99+1,2936+0,5236+0,74=2,5472м![]()
3.4.2. Підрахунок собівартості виробу.
Собівартість готового виробу має двоїстий характер праці, а саме включає в себе конкретну працю столяра по виготовленню виробу. Конкретна праця створює споживчу вартість товару, а саме потребу в цьому товарі. Абстрактна праця створює додаткову вартість товару, а саме розумову працю, тому ті самі вироби мають різну вартість, різний час на виготовлення.
Вартість виробу залежить від багатьох факторів, а саме:
1. Від організації робочого місця столяра.
2. Від сортності пиломатеріалів.
3. Використання передових прийомів праці.
4. Використання сучасних ріжучих інструментів.
5. Використання сучасних деревообробних верстатів.
6. Від кваліфікації столяра, чим вища кваліфікація тим вища вартість виробу.
Якщо виріб виготовляють простою працею, то вартість його буде нижча, ніж виріб виготовлений складною працею.
Норми затрати праці поділяються за призначенням, видом затраченого часу. У вартість готового столярно-теслярського виробу входять:
1. Затрати на підготовку заготівок , з припуском на подальшу механічну обробку.
2. Сушіння заготовок.
3. Конкретна праця столяра на деревообробних верстатах.
4. Затрати електричної енергії.
5. Затрати на технічне обслуговування і ремонт верстатів.
Тобто, вартість виробу включає в себе грошове вираження вартості готового виробу (собівартість + чистий дохід + ПДВ).
4.Безпека праці
4.1. Загальні вимоги безпеки.
1.1.Небезпечні і шкідливі виробничі фактори: рухомі машини і механізми, рухомі частини виробничого обладнання; вироби, що переміщуються, заготовки, матеріали; підвищений рівень шуму на робочому місці.
Джерела виникнення факторів: робочі пили що обертаються, механізми подачі заготовок, пиломатеріалів.
Дія факторів: можливе дотикання рук працюючого з дисковими пилами, що обертаються, попадання рук під притискні ролики механізму подачі, дотикання з частинами станка, що рухаються і обертаються.; зворотній виліт оброблювального матеріалу, виліт малих обрізків, сучків; негативний вплив шуму на органи слуху.
1.2.Методи індивідуального захисту: костюм хлопчатопаперовий (ГОСТ 12.4.105-82); Куртка хлопчатопаперова на утепленій підкладці і брюки хлопчатопаперові на утепленій підкладці (ГОСТ 12.4.013-85 Е); засоби захисту органів слуху.
4.2. Вимоги безпеки перед початком роботи.
2.1.Провірити гостроту заточки, рівномірність розведення зубів пили, упевнитись в відсутності тріщин, зламаних зубів, згину полотна пили. Дискові пили не допускається експлуатувати при відсутності хоча б одного зуба.
2.2.Провірити правильність установки і кріплення пильного диска. Короткочасним включенням провірити напрям обертання пили. Пильний диск повинен обертатись назустріч подаваному матеріалу.
В станку з нижнім розміщення пильного валу вершини зубів пили повинні виступати над площиною стола на відстань, рівну висоті пропилу плюс не менше 10 мм, а в станках з верхнім розміщенням пильного вала повинен бути не нижче площини стола на 3...5 мм.
2.3.Провірити наявність і справність огородження пильних дисків і приводу стола. Пильні диски не повинні дотикатись огородження.
Упори повинні бути гострими, не прокручуватись в напрямі, зворотному подачі матеріалів. Зазор між нижніми кромками упорів і поверхнею подаючого пристрою станка повинен бити не більше 2 мм; зазор між пластинками упорів—не більше 1 мм.
2.4.Провірити стан дерев’яного вкладиша в столі станка. Ширина щілини пили в дерев’яному вкладиші, виготовленого з деревини твердолистяних порід, не повинен перевищувати 10 мм. Вкладиш повинен щільно входити в отвір станка, а робоча поверхня його—лежати в одній площині з робочою поверхнею стола. Пильний диск не повинен дотикатись кромок вкладиша.
2.5.Провірити наявність і правильну установку розклинюючого ножа. Розклинюючий ніж установлюють за диском пили на відстані між ножем і пилою не більше 10 мм по всій його довжині.
Висота ножа повинна бути не менше висоти робочої частини пили.
На багатопильних станках розклинюючі ножі установлюють позаду крайніх пил, а напрямні ножі—позаду пил, розміщених між крайніми пилами.
2.6.Провірити щоб пили, установлені на одному валу, мали однаковий діаметр, товщину, профіль зуба, розвід, плющення, пайку. Допускається установлювати пили діаметром, відрізняючимся не біль чим на 5 мм.
2.7.Провірити короткочасним включенням дію блокіровочних пристроїв: огородження ріжучого інструменту і приводу станка; аспіраціонної системи; механізму для підйому завіси з упорів; механізму подачі. Провірити дію тормозних пристроїв.
2.8.Впевнитись в справності дії місцевих відсосів.
4.3. Вимоги безпеки під час роботи.
3.1.Перед включенням станка попередити лиць, працюючих одночасно.
Подачу пиломатеріалів виконувати рівномірно, без товчків. Зменшити зусилля подачі при наявності в дошці тріщин, гнилі і сучків. Допилювання заготовок при ручній подачі проводити за допомогою штовхача.
3.2.Слідкувати, щоб в станок не поступали дошки з цвяхами і іншими інородними включеннями.
3.3.На станках з механічною подачею оброблювати деталі тільки по товщині заданого розміру, на висоту якого встановлено притискні ролики.
3.4.Слідкувати, щоб довжини оброблювального матеріалу була більшою відстані між осями передніх і задніх посилочних роликів, дисків не менше ніж на 100 мм.
3.5.На станках з ручною подачею оброблювати пиломатеріали коротше 400 мм і вужче 30 мм тільки з допомогою спеціальних шаблонів.
3.6.Вилучати обрізки, застрявші в щілині, тільки при повній зупинці пили за допомогою спеціального крючка.
3.7.Не тормозити пили, нажимаючи яким-небудь предметом на поверхню диска чи зубів.
3.8.Не знаходитись в площині працюючої пили в зоні можливого викиду оброблювального матеріалу.
3.9.Не заглядати під огородження пильного валу до повної зупинки його в випадку попадання обрізків в щілину.
3.10.Не розпилювати одночасно декілька заготовок без спеціального пристрою, забезпечуючого прижим їх до напрямної лінійки.
3.11.Не оброблювати в станку обледенілі дошки.
3.12.Обзор, очистку, обтирку, провірку точності обробки деталі, закріплення огорожі, ручну прибирання обрізків і опилків з стола станка виконувати тільки при повній зупинці пильного вала.
3.13.При появі стуку, вібрації, зміни характеру шуму, перегріві ріжучого інструменту потрібно виключити станок і повідомити майстру.
5 Список використаної літератури
1. Крейндлин Л.Н. Плотничные работы.-М.:Высшая школа, 1976
2. Крейндлин Л.Н. Столярные работы.-М.:Высшая школа, 1976
3. Григорьев М.А. Материаловедение для столяров и плотников.-М.: Высшая школа, 1981
4. Розміщення продуктивних сил України: Піручник /Е.П. Качан, М.О. Ковтонюк і інші/ - К.: Вища школа, 1998
5. Рига В.В., Гушулей И.М. Справочник по обработке древесины: Пособие для учащихся учеб.-произв. комб. и цехов.-К.:Радянська школа, 1984.
Похожие работы
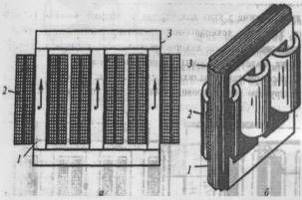
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
... узгодження з відділом підземних споруд, відділом благоустрою виконкому Ради, енергонаглядом, водопровідно-каналізаційними службами, телефону та ін. Тільки після виконання підготовчих робіт може бути розпочате будівництво основних об'єктів. Для забезпечення проведення робіт у нічний час доби повинно бути влаштоване штучне освітлення за СНиП 81-80. Вимоги до нього: 1 Висота підвісу світильників ...
0 комментариев