Навигация
Направленное затвердевание отливки, создаваемое вертикально-щелевой литниковой системой, позволяет уменьшить размеры прибылей
26661
знак
0
таблиц
12
изображений
4. направленное затвердевание отливки, создаваемое вертикально-щелевой литниковой системой, позволяет уменьшить размеры прибылей.
5. Выполнение вертикально-щелевой литниковой системы весьма просто.
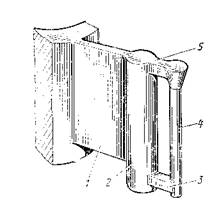
Рис. 6. Унифицированная секция вертикально-щелевой литниковой системы
Выполняют вертикально-щелевую систему ( рис. 7 ) с помощью модели и стержня. По модели заформовывается щелевой питатель, боковые стороны остальных элементов вертикально-щелевой секции для облегчения их отделки при формовке выполняются стержнем. Модель щелевого питателя вместе со знаком стержня делается приставной.
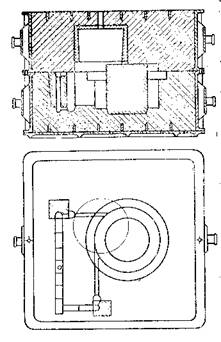
Рис. 7. Литейная форма зубчатой втулки с вертикально-щелевой литниковой системой
Число щелевых питателей, а следовательно, и секций вертикально-щелевой литниковой системы устанавливают в зависимости от размеров отливки и расхода жидкого металла.
Вертикально-щелевую литниковую систему унифицируют, т.е. разрабатывают секции питателей определенных типоразмеров через некоторые интервалы, изготовляют постоянные модели частей литниковой системы, которые при формовке приставляют к модели отливки. Размерный ряд этих частей включает 15 типовых размеров. Для выполнения их в форме достаточно пяти типоразмеров отъемных литниковых частей моделей и пяти стержневых ящиков, модели питателя – сменные.
2. Типизация прибылей
Прибыли классифицируют по расположению на отливке (кольцевые и местные) и способу питания (прямого питания и отводные). Независимо от этих признаков прибыли могут быть закрытыми и открытыми, иметь различную геометрическую форму.
Нашли применение специальные прибыли с экзотермическим обогревом, теплоизоляцией и др. Снижение расхода стали на прибыли служит одним из главных источников повышения выхода годного литья, и в использовании этого резерва заключается важная задача типизации прибылей. Она предусматривает отбор наиболее эффективно действующих прибылей и их унификацию.
Прибыли кольцевые и местные. Из соображений повышения выхода годного литья при обеспечении его качества следует предпочитать местные прибыли кольцевым, так как последние для предотвращения усадочных дефектов должны быть намного шире сечения, на которых их устанавливают, но иметь такую же высоту, что и местные прибыли. Зона действия местных прибылей, занимающих 35-50% длины средней окружности отливки, полностью обеспечивает необходимую плотность металла. Верхний предел относится к отливкам зубчатых колес, для которых требуются более массивные прибыли, чтобы получить высокую плотность зубьев.
Прибыли прямого питания и отводные. Прибыль прямого питания, действуя непосредственно на питаемый узел отливки, является более эффективной, чем отводная. Необходимо учесть, что металл, заполняющий отводную прибыль до разъема формы и находящийся ниже питаемого узла, не участвует в пополнении усадочной раковины. Недостатком отводных прибылей является также трудность их унификации, связанная с особенностями их формы. Отводные прибыли устанавливают только на таких отливках, конфигурация которых не позволяет применять прибыли прямого питания.
Иногда непринципиальное изменение конструкции дает возможность получить такую отливку, при изготовлении которой становится возможным применение прибыли прямого питания вместо отводной (рис. 8).
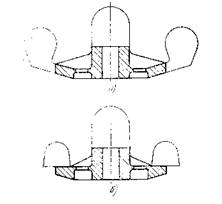
Рис. 8. Отливки конического зубчатого колеса
Прибыли закрытые и открытые. Закрытые прибыли хорошо сберегают теплоту жидкого металла без специальных мероприятий и предохраняют форму от засоров извне. Им отдается предпочтение при машинной формовке за исключением случаев, когда при изготовлении массивной отливки в верхней опоке не могут поместиться прибыли высотой, достаточной для ее питания, или существует необходимость пополнения прибыли после окончания заливки. Открытые прибыли применяют при ручной формовке, так как в формах, изготовляемых этим способом, получают крупные и тяжелые отливки, питаемые обычно высокими прибылями, которые к тому же часто требуют периодической заливки.
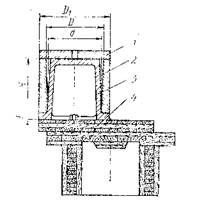
Рис. 9. Модель зубчатой втулки с установленным на ней кольцевым экзотермическим стержнем
Прибыли с экзотермическим обогревом. Экзотермический обогрев прибылей представляет собой высокоэффективный метод улучшения их использования. Применение таких прибылей позволило, например, при изготовлении из стали 35ХМЛ ответственных отливок зубчатых втулок массой 6250 кг, с толщиной стенки 360 мм и эксцентриков массой 5290 кг, с толщиной стенки 100 мм улучшить использование металла, повысив выход годного литья соответственно с 52 до 72% и с 60 до 74%. Прибыли с экзотермическим обогревом выполняют в изготовленных из экзотермической смеси кольцевых стержнях и стаканах, помещаемых в формах вверх дном. Установка экзотермического кольцевого стержня на модели зубчатой втулки ( см. рис. 7 ) показана на рис. 9. Стержень из самотвердеющей экзотермической смеси упрочняется продувкой углекислым газом. Затвердевший стержень 2 устанавливают до уплотнения формы на верхнюю часть модели 3. Она препятствует разрушению стержня при встряхивании опоки и выполняет также нижнюю часть формы прибыли 4, которая не охватывается экзотермическим стержнем и не обогревается. Экзотермический стержень перекрывается стержнем 1, который удерживает формовочную смесь, находящуюся над прибылью. В центре стержня 1 делается отверстие, которое соединяется с находящимся над ним выпором.
Лучше всего усадочную раковину питают прибыли с круглым поперечным сечением. Довольно эффективно, хотя и хуже, работают прибыли, имеющие овальные, полукруглые или сегментные с закругленными углами сечения. В прибыли с квадратным или прямоугольным сечением металл, заключенный в углах, быстро затвердевает и не участвует в ее работе. Для закрытой прибыли наиболее рациональная форма – цилиндрическая с полусферическим верхом. Скруглять в верхней части следует и овальные, полукруглые и сегментные прибыли. Во многих случаях, когда применяют некруглые прибыли, их можно заменить цилиндрическими – открытыми и закрытыми.

Рис. 10. Отливки зубчатой втулки
Так, при отливке зубчатых втулок массой 200-5000 кг длительное время применяли полуцилиндрические прибыли с полусферическим верхом (рис. 10, а). Их замена значительно меньшими по объёму цилиндрическими прибылями со сферическим верхом ( рис. 10, б) повысила выход годного литья с 56 до 68 %.
Унифицированные закрытые прибыли, используемые при машинной формовке, формуют по многократно применяемым моделям. Модели унифицированных открытых прибылей для крупных и тяжелых отливок, формуемых в почве изготовляют максимальной высоты для каждого диаметра.
Унификация прибылей с экзотермическим обогревом сводится к ограничению их определенными типоразмерами и унификации стержневых ящиков, в которых изготовляют экзотермические стержни. Набор ящиков включает четыре типоразмера. В каждом из них благодаря применению сменных вставок изготовляют стержни пяти типоразмеров.ытой прибыли наиболее рациолннальная форма - цилиндрическая енный в углах, быстро затвердевает и не участвует в работе.щаемых
Для обогрева открытых прибылей применяют также унифицированные стержни-лепещки из экзотермической смеси, которыми при формовке обкладывают унифицированные модели прибылей. Эти лепешки крепят к форме прибыли гвоздями.
Похожие работы

... типизации технологических процессов литья, ковки и сборки. Технологическая подготовка производства на заводе выполняется службой главного технолога. На крупных заводах технологическая подготовка производства в горячих цехах производится отделом главного металлурга или под его непосредственным руководством. Технологическая подготовка на машиностроительных заводах может быть организована по ...
... воды так, чтобы через иглу вода поступала с заданным расходом. ПРОЕКТНАЯ ЧАСТЬ 3. Методика и объёмы проектируемых работ Инженерно-геологические изыскания для жилой застройки второй очереди микрорайона «Каштак» будут выполняться на стадии проект с целью изучения геолого-литологического строения, геокриологических и гидрогеологических условий площадки, выявление неблагоприятных физико- ...

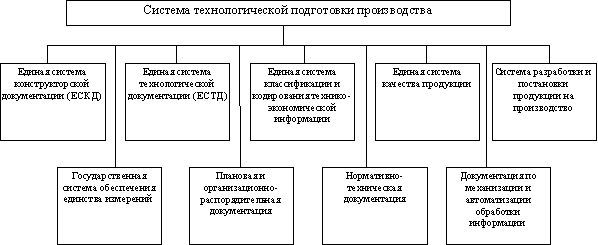
... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
... инструмента; агрегатирование оборудования из стандартных элементов (блоков). Стадии ЕСТПП: анализ существующих на предприятии и отрасли систем ТПП; разработка технического проекта ТПП; разработка рабочего проекта ТПП (информационных технологий, классификаторов технико-экономической информации, технологических процессов, документации на организацию специализированных рабочих мест и участков, ...
0 комментариев