Навигация
Систематизация значений линейной усадки
26661
знак
0
таблиц
12
изображений
3. Систематизация значений линейной усадки
Размерная точность отливок во многом зависит от того, насколько совпадает запроектированная линейная усадка с действительной. Типизация технологических процессов способствует повышению размерной точности отливок благодаря назначению реальной линейной усадки. Типизация заключается в группировании конкретных отливок с целью определения возможно более точных значений линейной усадки. При повторном изготовлении сгруппированных отливок можно будет принимать во внимание трудно учитываемые факторы, от которых зависит усадка: характер конструкции, предопределяющий ее влияние на торможение усадки; особенности технологического процесса, отражающиеся на сопротивлении формы и стержней торможению усадки, которое зависит от состава смесей, плотности набивки, режимов сушки или продувки углекислым газом форм и стержней и от других факторов; сопротивление литниковой системы торможению усадки. Конструктивно-технологическая классификация и типизация технологических процессов позволяют учитывать эти условия и определять значение линейной усадки для отливок данного типа или группы с наибольшим приближением к действительному.
Ю.А. Нехендзи показал, что действительная усадка увеличивается с увеличением толщины стенки отливки и уменьшается с увеличением размера отливки. Так как тип или группа включает отливки с широким диапазоном размеров, то линейная усадка устанавливается дифференцированно, с учетом не только типа или группы, но и толщины стенок и размера отливки, на которой она назначается. Ввиду того что одинаковые значения линейной усадки повторяются в разных квалификационных разделах, вся номенклатура группируется по характеру усадки (свободной, средней или затрудненной). На НКМЗ приняты следующие значения линейной усадки отливок из нелегированной и низколегированной стали, формуемых на машинах в быстротвердеющей смеси на жидком стекле (табл. 13). Эти значения связаны с характером усадки базовых отливок классификационных разделов (табл. 3).
Свободная усадка происходит в отливках класса 104, группы 06 (рамы неприводной стороны роликового конвейера), класса 105, типа 001 (корпуса подшипников) и типа 002 (крышки подшипников); средняя усадка в отливках класса 101, типа 001 (зубчатые втулки), типа 002 (ступицы), группы 01 (рабочие подушки), группы 02 (опорные подушки), класса 103, типа 03 (секторы зубчатых венцов), класса 106, группы 001 (настильные плиты роликовых конвейеров); затрудненная усадка в отливках класса 103, группы 01 (барабаны), группы 02 (зубчатые венцы), типа 001 (зубчатые обоймы), типов 002, 003, 004 (зубчатые колеса), класса 104, групп 01 и 02 (корпуса редукторов), групп 03 и 04 (крышки редукторов), группы 05 (рамы приводной стороны роликового конвейера), группы 07 (крышки масляных ванн), типа 001 (корпуса балансиров), класса 105, типа 0,03 (вкладыши при совместной отливке двух деталей), типа 001 (траверсы), типа 002 (линейки).
Очень важно правильно установить линейную усадку для крупных отливок, так как незначительные погрешности при ее назначении приводят к большим отступлениям от необходимых размеров. Вследствие торможения усадки, создаваемого формой и стержнями, в сложных крупногабаритных отливках часто наблюдается неодинаковая усадка различных участков отливки, которая достигает довольно ощутимых значений. Систематизация линейной усадки оливок определенной номенклатуры дает возможность определять реальные значения усадки.
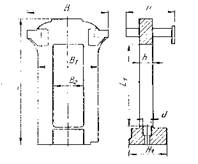
Рис. 11.
На рис. 11 показана отливка станины рабочей клети прокатного стана, для которой в соответствии с типовой технологией приняты дифференцированные значения усадки; по наружным размерам L, B, B1, H, h1-1,5%, по внутренним L1-0,75%, B2-0,5%, d-1%. Практика показала, что эти значения приемлемы для всего классификационного раздела.
Торможение усадки привод в отливках незамкнутого контура (нежестких конструкциях) к короблению, которое выражается в искажении размеров отливки в каком-либо направлении. В полувенцах, секторах и других подобных отливках искажение возрастает от середины к краям в соответствии с усилением влияния торможения усадки формой. Мероприятием, предотвращающим возможное искажение размеров, является обеспечение направленной линейной усадки, увеличивающейся от середины отливки к краям. Если стенка отливки, подверженная короблению, подлежит механической обработке, на ее поверхность назначается припуск – максимальный в концевых частях детали и минимальный в середине. С целью предупреждения искажения размеров отливку отливают со стяжками, соединяющими ее концы. При большой высоте отливки применяют две или три стяжки.
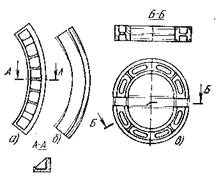
Рис. 12. Отливки нежесткой конструкции
На рис. 12, а показан сектор зубчатого венца, на рис. 12, б контур модели, скорректированной с учётом изменения размеров отливки в процессе усадки, на рис.12, в показаны отливки полувенцов со стяжками. Стяжки отделяются от отливок ацетиленокислородной резкой после термической обработки – отжига.
Крупногабаритные отливки (тонкостенные плиты, рамы и т.п.) имеют склонность к короблению. Для его предотвращения модели изготовляют с прогибом, обратным направлению коробления.
В ходе работы по типизации технологических процессов принимается во внимание воздействие, которое оказывает литниковая система, особенно разветвленная, на торможение усадки, происходящее по причине разности усадки отливки и литниковой системы, а также из-за перегрева стенки отливки в месте подвода металла. В модельный комплект вносят поправки, учитывающие влияние литниковой системы на размеры нежесткой отливки при усадке.
В отливках, имеющих фланцы (барабаны подъемно-транспортных машин, корпуса и крышки редукторов, патрубки), расхождение между усадкой, предусмотренной по технологии, и действительной приводит к трудно учитываемому отклонению от чертежных размеров из-за торможения усадки фланцами. В единичном и мелкосерийном производстве на необрабатываемую сторону фланца дается технологическое пополнение, называемое также гарантийным припуском, или технологической компенсацией. Однако такой способ может привести к излишнему утолщению фланцев и вследствие этого к необходимости механической обработки тех сторон фланцев, на которых она не предусмотрена чертежом.
При использовании рассматриваемых технологических приемов, цель которых исключить или ослабить влияние торможения усадки на размеры отливки, важно получить стабильные результаты в каждом случае. Их можно добиться при наличии типовых и групповых технологических процессов, в ходе разработки которых все данные о колебаниях размеров и поправках заносятся в постоянно хранящиеся образцы технологических карт. На основании этих данных проводится систематизация значений линейной усадки, которая служит руководством при изготовлении отливок уже имеющихся типов и групп, а также для дальнейшей типизации технологии и при проектировании технологических процессов.
4. Унификация холодильников
Внутренние холодильники применяют с целью выравнивания скорости остывания разных тепловых узлов отливки, усиления эффекта направленного затвердевания. Они также препятствуют образованию ликвации. Унификация внутренних холодильников не представляет трудностей и возможна при любой номенклатуре отливок. Удобный способ унификации – создание унифицированных элементов холодильников, соединяемых в секции определенных типоразмеров, которые помещают в тепловые узлы отливок. Унифицированные элементы сварных холодильников устанавливают в форму в зависимости от размеров узлов или собирают их в холодильники нужных размеров, или сваривают в секции. В технологической документации, которая выдается в производство, указывают номера унифицированных холодильников, их число и схемы установки в форму.
При производстве отливок, работающих в области высоких температур и с периодическими их перепадами, в частности из жаропрочных сталей, применять внутренние холодильники не следует.
Наружные холодильники служат для охлаждения небольших тепловых узлов, образуемых между конструктивными скруглениями в Т- и Х-образных сопряжениях стенок и ребер. Наружные холодильники предотвращают образование трещин и усадочных раковин в узлах. Наружные холодильники изготовляются литыми и из стального проката.
Список литературы
1. Авербух “Типизация технологических элементов“.
2. Балабин “ Модельное производство “.
3. Титов Н. Д. , Степанов Ю. А. “ Технология литейного производства “.
Похожие работы

... типизации технологических процессов литья, ковки и сборки. Технологическая подготовка производства на заводе выполняется службой главного технолога. На крупных заводах технологическая подготовка производства в горячих цехах производится отделом главного металлурга или под его непосредственным руководством. Технологическая подготовка на машиностроительных заводах может быть организована по ...
... воды так, чтобы через иглу вода поступала с заданным расходом. ПРОЕКТНАЯ ЧАСТЬ 3. Методика и объёмы проектируемых работ Инженерно-геологические изыскания для жилой застройки второй очереди микрорайона «Каштак» будут выполняться на стадии проект с целью изучения геолого-литологического строения, геокриологических и гидрогеологических условий площадки, выявление неблагоприятных физико- ...

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
... инструмента; агрегатирование оборудования из стандартных элементов (блоков). Стадии ЕСТПП: анализ существующих на предприятии и отрасли систем ТПП; разработка технического проекта ТПП; разработка рабочего проекта ТПП (информационных технологий, классификаторов технико-экономической информации, технологических процессов, документации на организацию специализированных рабочих мест и участков, ...
0 комментариев