Навигация
Феррозондовый контроль буксового проема боковой рамы
31730
знаков
1
таблица
15
изображений
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение высшего профессионального образования
Омский государственный университет путей сообщения (ОмГУПС)
Кафедра «вагоны и вагонное хозяйство»
Феррозондовый контроль буксового проема боковой рамы
пояснительная записка к курсовому проекту
по дисциплине: «ФМК»
Выполнила - ст. гр. 15Ж
Кузнецова А.Г.
Руководитель–профессор
Ахмеджанов Р.А.
Омск 2008
Реферат
Курсовая работа содержит 26 страницы, 32 рисунков, 3 таблицы,
Боковая рама, магнитные волны, дефектоскоп, феррозондовый контроль, дефект.
Цель работы − ознакомление с технологией проведения феррозондового контроля и составлением технологических карт.
Содержание
Реферат
Задание
Введение
1. Физика процесса
1.1 Технические средства феррозондового контроля изделий
1.2 Феррозондовые дефектоскопы
1.3 Феррозондовые преобразователи
2. Общие положения
3. Средства контроля
4. Подготовка к проведению контроля
5. Подготовка дефектоскопа
6. Подготовка деталей
7. Проведение контроля
8. Контроль деталей тележек грузовых вагонов
Заключение
Список используемой литературы
Задание
Задан объект контроля: боковая рама.
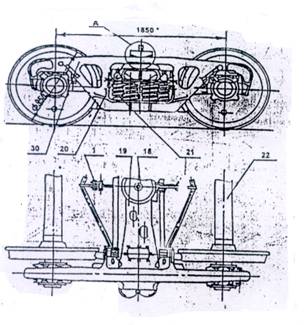
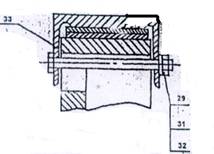
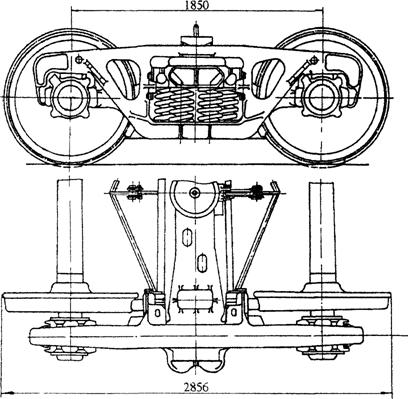
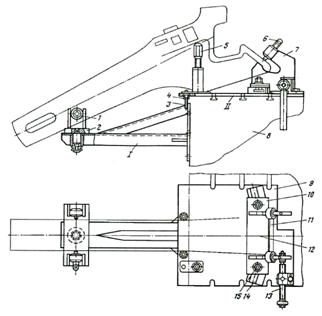
Зона контроля: узлы буксового проема боковой рамы (см. рис.2).
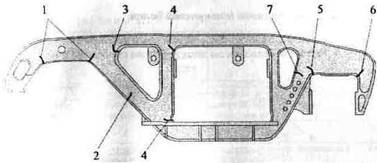
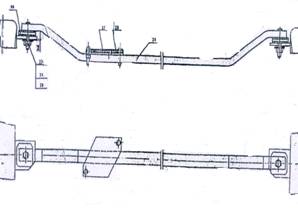
Рисунок 1- Боковая рама тележки 18-100
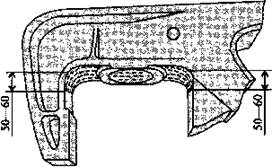
Рисунок 2 – Контроль буксового проема
Материал: Боковые рамы тележек 18-100 отлиты из низколегированной стали, имеющей предел прочности не менее 500 МПа, предел текучести не менее 300 МПа, относительное удлинение не менее 18%, поперечное сужение не менее 25%, ударную вязкость при - f - 20" С не менее 0,5 МДж/м2, при — 60°С не менее 0,25МДж/м2. Уральский вагоностроительный завод, например, отливает эти части из стали марки 20ГФЛ.
Введение
Магнитный вид неразрушающего контроля основан на анализе взаимодействия магнитного поля и объекта контроля (ОК). применим лишь к деталям из металлов и сплавов, способных к намагничиванию. Основные задачи магнитного неразрушающего контроля (НК): контроль сплошности – дефектоскопия, измерение размеров – толщинометрия, контроль физико-механических свойств – структуроскопия. В отличие от двух последних на железнодорожном транспорте актуальна магнитная дефектоскопия. С ее помощью выявляют поверхностные и подповерхностные дефекты на свободных или открытых для доступа частях деталей.
На железнодорожном транспорте магнитному контролю подвергают следующие объекты подвижного состава: детали ударно-тягового и тормозного оборудования, рамы тележек различных моделей в сборе и по элементам, оси колесных пар вагонов и локомотивов всех типов в сборе, ободы, гребни и спицы локомотивных колес, свободные кольца буксовых подшипников, а также внутренние кольца, напрессованные на шейки оси, венцы зубчатых колес и шестерен тягового редуктора, валы генераторов, тяговых двигателей и шестерен в сборе, упорные кольца, стопорные планки, пружины, шкворни, болты и др. такая широкая номенклатура контролируемых объектов предполагает достаточно большое разнообразие методов, средств и технологических приемов магнитного контроля. При этом физическая сущность магнитной дефектоскопии для всех объектов является единой.
1. Физика процесса
Феррозондовый метод контроля основан на обнаружении феррозондовым преобразователем (ФП) магнитных полей рассеяния дефектов в предварительно намагниченных деталях и предназначен для выявления подповерхностных дефектов типа нарушений сплошности: волосовин, плен, трещин, ужимов, закатов, раковин и др. Феррозондовый преобразователь реагирует на резкое пространственное изменение напряженности магнитного поля над дефектами и преобразует градиент напряженности поля в электрический сигнал.
Вначале феррозондовые приборы использовались при аэромагнитных съемках с целью обнаружения магнитных аномалий, месторождений нефти, газа, редких металлов, изучения геологического строения океанического дна и прогнозирования нефтегазоносных площадей. В период революционного перехода в электронной технике от вакуумных элементов к полупроводниковым феррозондовые магнитометры нашли широкое применение при исследовании космоса, обнаружении и изучении магнитных полей Луны, Марса, Венеры и других планет. Сегодня феррозондовые приборы широко используются в дефектоскопии при обнаружении дефектов в широком спектре изделий машиностроения, транспорта. Большой вклад в теорию и практику разработки феррозондовых приборов для контроля деталей железнодорожного подвижного состава внес коллектив ОАО « Микроакустика» г. Екатеринбург.
Выбор феррозондовых преобразователей в качестве индикаторов магнитного поля рассеяния над дефектами в намагниченной детали обусловлен рядом преимуществ: малой потребляемой мощностью, незначительными габаритами, высокой надежностью работы, высоким КПД и избирательностью к локальным магнитным полям рассеяния.
Чувствительность феррозондового контроля определяется совокупностью физических факторов (магнитными свойствами материала контролируемого изделия, типом дефектов и их ориентацией, шероховатостью контролируемой поверхности, способом контроля и намагничивания деталей, чувствительностью ФП и электронной аппаратуры, способом обработки сигнала ФП).
ГОСТ Р21104-02 устанавливает одиннадцать условных уровней чувствительности.
Условные уровни чувствительности
Чувствительность контролируют на стандартных настроечных образцах, имеющих естественные или искусственные дефекты.
Феррозондовому контролю подвергаются боковые рамы и надрессорные балки тележек грузовых вагонов, балансиры и соединительные балки тележек, рамы тележек ЦМВ, КВЗ И2, КВЗ-ЦНИИ, корпуса автосцепок, тяговые хомуты поглощающих аппаратов и др.
Минимальная длина выявляемого дефекта должна быть равна 2мм.
При феррозондовом методе контроля в зависимости от магнитных свойств материала, размеров и геометрии контролируемых деталей реализуются два способа контроля: способ приложенного поля (СПП), заключающийся в намагничивании деталей и регистрации, магнитных полей рассеяния дефектов при включенном (установленном на деталь) намагничивающем устройстве НУ; способ остаточной намагниченности (СОН), заключающийся в намагничивании изделий и регистрации магнитных полей рассеяния после снятия или выключения намагничивающих устройств (в остаточном магнитном поле).
Контроль СПП рекомендуется применять для изделий из материалов с коэрцитивной силой Нс < 1280 А/м и остаточной магнитной индукцией Вг < 0,53 Тл. СОН следует применять для контроля изделий из материалов с высокими значениями коэрцитивной силы Нс > 1280 А/м я Вг > 0,53 Тл.
Следует учитывать ложные срабатывания индикаторов дефектоскопов, не связанные с дефектами (структурная неоднородность материалов, магнитные пятна, шероховатость контролируемой поверхности, неоднородность намагничивающего поля), именуемыми помехами или фоном. Этот недостаток устранен при использовании дефектоскопов с автоматической (зависящей от фона) настройкой порога чувствительности.
Похожие работы
... подбором величин "С" и "Р" согласно таблицам приведенным ниже. Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса. После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки. Рисунок 5 – Схема ...
... профессии Разряд работ Количество работников 1. Мастер 10 1 2. Бригадир (освобожденный) 7 2 3. Машинист моечной установки 3 2 4. Слесарь по ремонту подвижного состава 5 2 5. Слесарь по ремонту подвижного состава 4 1 6. Слесарь по ремонту подвижного состава 3 7 7. Уборщик производственных и служебных помещений 2 3 8. Электросварщик ручной сварки. 5 4 ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
0 комментариев