Навигация
3. Средства контроля
К средствам контроля относятся:
- дефектоскопные феррозондовые установки;
- дополнительные устройства.
Феррозондовые установки включают в себя:
- два дефектоскопа;
- намагничивающие устройства;
- стандартные образцы предприятий.
В качестве дефектоскопов применяют дефектоскопы-градиентометры или магнитоизмерительные комбинированные приборы, их описание и технические характеристики содержится в приложении Г.
Описание НУ содержится в приложении Е.
Описание СОП содержится в приложении Д.
Дополнительные устройства:
- измеритель напряженности магнитного поля;
- зарядная станция;
- компьютер;
- преобразователь интерфейса.
Метрологическое обеспечение дефектоскопов-градиенометров, магнитоизмерительных комбинированных приборов и измерителей напряженности магнитного поля осуществляется в соответствии с ПР 50.2.006-94, ПР 50.2.009-94.
4. Подготовка к проведению контроля
Подготовка намагничивающих устройств
Подготовка НУ к проведению контроля предусматривает:
- внешний осмотр;
- проверку работоспособности.
При внешнем осмотре электромагнитного НУ проверяют:
- целостность корпуса блока питания и других узлов;
- надежность соединения шнура питания и соединительных кабелей;
- наличие заземления;
- исправность переключателей и тумблеров блока питания и других узлов;
- исправность подвижных узлов.
При внешнем осмотре приставного НУ с постоянными магнитами проверяют отсутствие механических повреждений, надежность крепления гибкого магнитопровода к полюсам, надежность цанговых зажимов.
Проверку работоспособности НУ проводят в соответствии с руководством по эксплуатации (РЭ).
5. Подготовка дефектоскопа
Подготовка дефектоскопа включает в себя внешний осмотр, проверку работоспособности и настройку с помощью СОП (установку порога чувствительности).
При внешнем осмотре проверяют целостность корпуса электронного блока, сетевого и соединительных кабелей, защитного колпачка ФП и других составных частей дефектоскопа.
Проверку работоспособности и настройку дефектоскопа проводят в соответствии с РЭ.
6. Подготовка деталей
Детали должны быть очищены от загрязнении до металла с помощью волосяных или металлических щеток вручную или с помощью моечных машин.
Перед проведением феррозондового контроля проводят осмотр деталей с целью выявления трещин, рисок, задиров, забоин, электроожогов и других видимых дефектов; при необходимости применяют лупу. Осмотру подвергают все поверхности контролируемых деталей.
Выявленные при осмотре дефекты устраняют зачисткой или другими методами в соответствии с требованиями нормативных и технологических документов по техническому обслуживанию и ремонту вагонов и их составных частей.
Детали с обнаруженными при осмотре недопустимыми дефектами и феррозондовому контролю не подлежат.
Детали, подлежащие феррозондовому контролю, помещают на позицию контроля и при необходимости закрепляют.
Если детали ремонтируют сваркой, феррозондовый контроль следует проводить до сварки. Если возникает необходимость контроля после сварки, деталь следует охладить до температуры ниже 40 °С и вновь намагнитить перед проведением контроля.
7. Проведение контроля
Феррозондовый контроль включает в себя намагничивание деталей и обнаружение дефектов.
Феррозондовый контроль проводят способом приложенного поля или способом остаточной намагниченности.
Намагничивание деталей
Намагничивание деталей проводят специализированными НУ (стационарными электромагнитными или приставными с постоянными магнитами).
В случаях, оговоренных настоящим РД, допускается производить намагничивание детали в составе контролируемого узла.
Детали после контроля размагничиванию не подлежат.
Обнаружение дефектов
Зоны контроля детали для обнаружения дефектов сканируют по заданным траекториям с помощью ФП. Зоны контроля и траектории сканирования деталей приведены в разделах 8—11. Траектории сканирования показаны на рисунках пунктирными линиями.
ФП устанавливают на поверхность детали и плавно перемещают так, чтобы его нормальная ось была перпендикулярна контролируемой поверхности, а продольная была направлена вдоль линии сканирования (рисунок 7.1).
Сканирование осуществляют без перекосов, наклонов и отрывов ФП от поверхности детали.
Шаг сканирования (расстояние между линиями, по которым перемещают ФП) указан в разделах 8—11. Скорость сканирования не должна превышать 8 см/с.
Для обнаружения дефектов в сварных соединениях ФП устанавливают в соответствии с рисунком 7.2. При этом продольная ось ФП должна быть параллельна продольной оси сварного шва.
Сканирование осуществляют вдоль оси сварного шва (рисунок 7.3) в следующей последовательности:
- сканирование околошовной зоны (рисунок 7.2, поз. 1 и поз. 5) не менее трех раз с шагом (3—5) мм, начиная от зоны сопряжения сварного шва с основным металлом;
- сканирование зоны сопряжения сварного шва с основным металлом (рисунок 7.2, поз. 2 и поз. 4);
- сканирование валика усиления сварного шва (рисунок 7.2, поз. 3). Допускается осуществлять сканирование сварного соединения последовательно по отдельным участкам.
При срабатывании индикаторов дефекта дефектоскопа выполняют следующие операции:
- проводят ФП по месту появления сигнала;
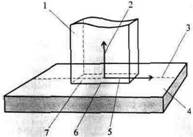
Рисунок 7.1 — Положение ФП на поверхности контролируемой детали: 1 — ФП; 2 — нормальная ось ФП; 3 — траектория (линия) сканирования; 4 — поверхность контролируемой детали; 5 — продольная ось ФП; 6 — большая сторона основания ФП; 7 — основание ФП.
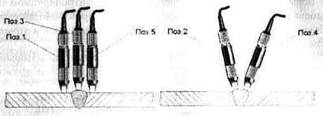
Рисунок 7.2— Положение ФП при контроле сварного соединения
Похожие работы
... подбором величин "С" и "Р" согласно таблицам приведенным ниже. Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса. После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки. Рисунок 5 – Схема ...
... профессии Разряд работ Количество работников 1. Мастер 10 1 2. Бригадир (освобожденный) 7 2 3. Машинист моечной установки 3 2 4. Слесарь по ремонту подвижного состава 5 2 5. Слесарь по ремонту подвижного состава 4 1 6. Слесарь по ремонту подвижного состава 3 7 7. Уборщик производственных и служебных помещений 2 3 8. Электросварщик ручной сварки. 5 4 ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
0 комментариев