Навигация
Технические средства феррозондового контроля изделий
31730
знаков
1
таблица
15
изображений
1.1 Технические средства феррозондового контроля изделий
К средствам феррозондового контроля относятся: дефектоскопные феррозондовые установки, включающие в себя два дефектоскопа– градиентометра или магнитоизмерительных комбинированных прибора, намагничивающие устройства, стандартные образцы предприятий (СОГГ); дополнительные устройства, в состав которых входят измерители напряженности магнитного поля, зарядная станция, компьютер, преобразователь интерфейса.
1.2 Феррозондовые дефектоскопы
В настоящее время для феррозондового контроля используются дефектоскопы ДФ-201.1, а также магнитоизмерительные приборы — дефектоскопы Ф-205.03, Ф-205.30А, Ф-205.38. Они предназначены для обнаружения дефектов в деталях, измерения напряженности и градиента напряженности магнитного поля.
Таблица 1 – технические характеристики дефектоскопа ДФ-201.1
| Наименование характеристик | Дефектоскоп ДФ-201.1 |
| Уровни чувствительности контроля по ГОСТ 21104 | А,Б,Д |
| Диапазон измерения градиента напряженности магнитного поля, А/м2 | 1000...200 000 |
| Относительная погрешность измерения градиента, %, не более | 10 |
| Напряжение питания, В | 8,5...13,0 |
| Потребляемый ток, мА, не более | 25 |
| Габаритные размеры электронного блока, мм, не более | 155x135x70 |
| Масса электронного блока в чехле, кг, не более | 1,4 |
Основные технические характеристики феррозондового дефектоскопа
Дефектоскопы комплектуются феррозондовыми преобразователями с базой 3 или 4 мм, питаются от аккумуляторной батареи. Предусмотрено автоматическое отключение питания при разрядке аккумуляторной батареи ниже допустимого значения.
1.3 Феррозондовые преобразователи
Феррозондовые преобразователи, применяемые при контроле деталей подвижного состава, подразделяются на:
— феррозонды – полемеры, предназначенные для измерения абсолютной величины напряженности магнитного поля и преобразования ее в электрический сигнал;
— феррозонды – градиентометры, используемые для измерения градиента напряженности магнитного поля от одной точки контролируемой поверхности детали к другой.
Для измерения параметров магнитных полей используются также датчики Холла, магниторезисторы, пассивные индуктивные преобразователи (ПИП).
При отсутствии дефектов в намагниченных деталях магнитные силовые линии равномерно расположены вдоль поверхности детали.
Рассмотрим магнитное поле дефекта, представляющего собой бесконечно длинную трещину с ровными краями на детали с плоской поверхностью бесконечных размеров. Деталь намагничена вдоль поверхности перпендикулярно трещине. Так как воздух в трещине имеет большее магнитное сопротивление в сравнении с сопротивлением материала детали, то магнитные силовые линии обтекают трещину как внутри, так и вне детали и формируют магнитное поле рассеяния дефекта.
2. Общие положения
Феррозондовый метод неразрушающего контроля позволяет обнаруживать дефекты в предварительно намагниченной детали. Дефекты обнаруживаются за счет выявления пространственных искажений магнитного поля над дефектом. Искаженное поле над дефектом именуется полем рассеяния дефекта или полем дефекта. Выявляются поля рассеяния с помощью ФП, преобразующего градиент напряженности магнитного поля в электрический сигнал.
Обнаруживаются поверхностные и подповерхностные (лежащие в толще материала) дефекты типа нарушений сплошности: волосовины, трещины, раковины, закаты, ужимы и т.п. Метод применяют для обнаружения дефектов сварных швов: непроваров, трещин, неметаллических включений, пор и т. п.
В зависимости от размеров выявляемых поверхностных и подповерхностных дефектов, а также глубины их залегания, ГОСТ 21104 устанавливает одиннадцать условных уровней чувствительности метода.
ФП, применяемые при контроле деталей вагонов, подразделяют на:
- ФП-градиентометры, которые преобразуют в электрический сигнал градиент напряженности магнитного поля. Они используются для измерения градиента напряженности магнитного поля и дефектоскопирования;
- ФП-полемеры, которые преобразуют в электрический сигнал напряженность магнитного поля. Они используются для измерения напряженности магнитного поля.
ФП-градиентометры реагируют на пространственную производную (пространственное изменение) магнитного поля. При дефектоскопировании они имеют преимущество перед ФП-полемерами, так как над дефектами наблюдается резкое пространственное изменение поля.
В зависимости от магнитных свойств материала, размеров и геометрии контролируемой детали применяют два способа контроля:
- способ приложенного поля, который заключается в намагничивании изделия и регистрации магнитных полей рассеяния в присутствии намагничивающего поля;
- способ остаточной намагниченности, который заключается в намагничивании изделия и регистрации магнитных полей рассеяния после снятия намагничивающего поля (в остаточном поле).
Структурные неоднородности материала, магнитные пятна, шероховатость контролируемой поверхности и неоднородность намагничивающего поля, не связанная с дефектами, порождают на выходе преобразователя сигналы, именуемые помехами или фоном. Помехи являются причиной ошибок дефектоскопирования — пропусков дефектов и ложных браковок.
На деталях сложной формы уровень фона в разных точках различается значительно. Поэтому первоначальная настройка дефектоскопа с фиксированным порогом гарантирует высокую достоверность контроля лишь на определенном участке детали. При переходе к другому участку дефектоскоп необходимо перестраивать, что усложняет дефектоскопирование. Для того, чтобы его упростить, используются дефектоскопы с автоматической (зависящей от фона) перестройкой порога.
Феррозондовый контроль деталей проводя по операционным картам по ГОСТ 3.1502 или технологическим картам, составленным на основе настоящего РД и утвержденным главным инженером предприятия.
В технологической карте феррозондового контроля должны быть указаны:
- наименование детали;
- условное обозначение нормативных и технологических документов, на основании которых она разработана;
- характеристики детали (марка стали, шероховатость поверхности);
- эскиз детали с указанием зон контроля и траекторий сканирования;
- типы и характеристики дефектов, подлежащих выявлению;
- применяемые дефектоскоп, СОП, намагничивающее устройство и вспомогательные средства контроля;
- способ контроля (способ остаточной намагниченности или способ приложенного поля);
- операции контроля в последовательности их проведения;
- технологическая оснастка рабочего места, необходимая для проведения контроля (способ установки, закрепления и поворота детали; способ установки НУ);
- критерии оценки результатов контроля в соответствии с требованиями нормативных и технологических документов (инструкций или правил) по техническому обслуживанию и ремонту вагонов и их составных частей или ссылка на эти документы;
- подписи лиц, разработавших и утвердивших технологическую карту.
Типовые методики проведения феррозондового контроля деталей вагонов, необходимые для составления технологических карт, приведены в разделах 8—11.
Общие требования к организации работ по феррозондовому контролю, технологической оснастке и оборудованию рабочих мест контроля, к персоналу, средствам контроля, оформлению результатов контроля установлены в РД 32.174.
Похожие работы
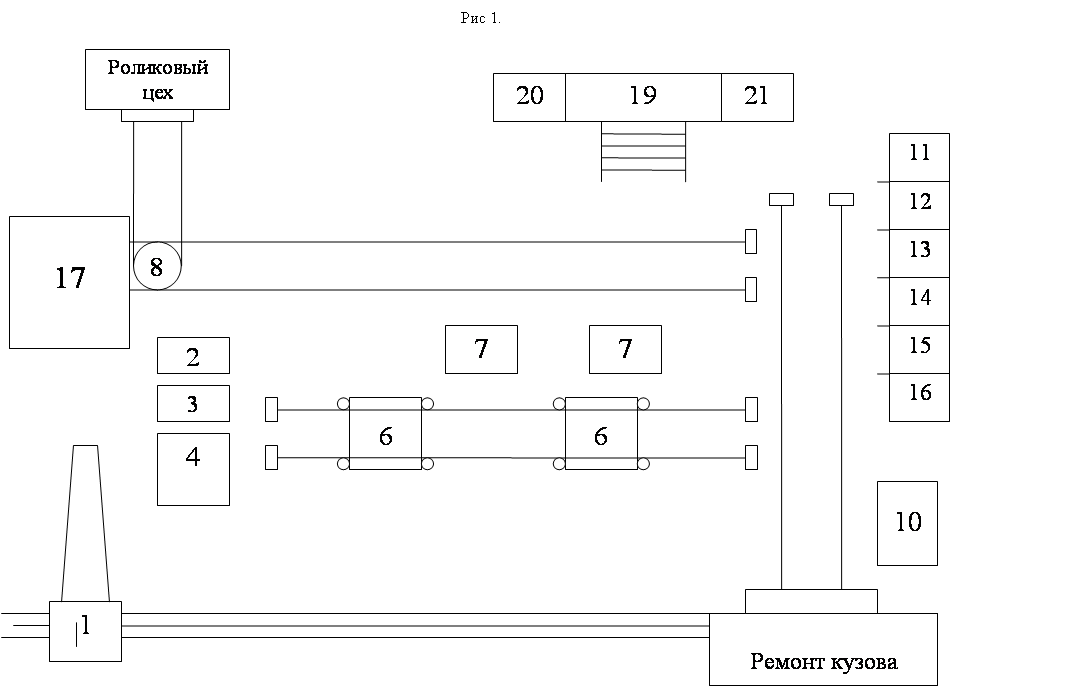
... подбором величин "С" и "Р" согласно таблицам приведенным ниже. Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса. После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки. Рисунок 5 – Схема ...
... профессии Разряд работ Количество работников 1. Мастер 10 1 2. Бригадир (освобожденный) 7 2 3. Машинист моечной установки 3 2 4. Слесарь по ремонту подвижного состава 5 2 5. Слесарь по ремонту подвижного состава 4 1 6. Слесарь по ремонту подвижного состава 3 7 7. Уборщик производственных и служебных помещений 2 3 8. Электросварщик ручной сварки. 5 4 ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
0 комментариев