Навигация
3.2.2 Отпуск
После закалки обязательно делается отпуск для получения более стабильного состояния сплава. Он снимает напряжение, остаточный аустенит и обеспечивает окончательные свойства сталям.
В процессе отпуска происходит выделение из твердых растворов дисперсионных карбидов и превращение Аост объединяется в мартенсит. Аост объединяется при нагревах с легирующими элементами и при охлаждении с температур отпуска превращается в мартенсит. В результате отпуска твердость повышается до HRC 57-59 (одновременно повышается и предел прочности). Структура сталей после отпуска состоит из Мотп+КI(10 -15%)+Аост(до 10%)
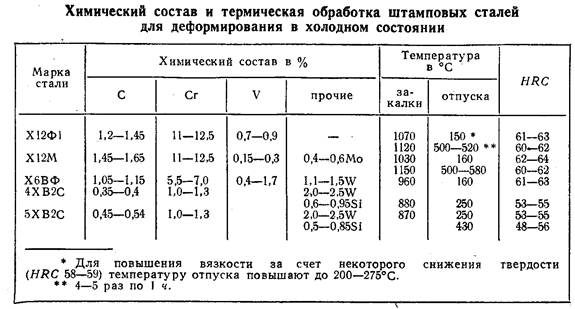
Отпуск для стали Х12Ф1 следующий: однократный 1,5 часовой с температурой 350 – 400оС. Отпуск будем проводить в стандартной электродной соляной ванне с формой рабочего пространства в виде шестигранной призмы типа С – 75(рис.3, лист 2), с max рабочей температурой 1300оС.
В качестве среды для отпуска будем использовать расплав соли: 30% BaCl2 + 20% NaCl + 50% CaCl2, с tплав = 450оC, tраб = 500 – 675оС
После проведения закалки и отпуска сталь Х12Ф1 должна обладать следующими свойствами: твердость не ниже 57 – 59 HRC, теплостойкость T=420оС, удовлетворительная прочность и вязкость, высокое сопротивление малым пластическим деформациям. Структура стали: М+КI(10-15%)+Аост(до 10%)
3.3 Выбор вспомогательных операций и оборудования
Оснастка для т.о. имеет решающее значение при осуществлении технологических процессов в термических цехах. Отсутствие или неправильное использование оснастки может вызвать значительный брак инструмента. В связи с повышенными требованиями к инструменту, проходящему т.о., решаются вопросы не только получения надлежащих физико-механических свойств, но также сохранения размеров с точностью до десятых, а иногда и сотых долей миллиметра.
Т.о. штампа или ролика не требует особо сложных приспособлений и устройств. В данном процессе т.о. будем использовать: корзинки для закалки мелкого инструмента в соляных ваннах, клещи с прямыми плоскими губками, ковш для слива солей из соляных ванн.
К вспомогательным операциям, сопровождающим т.о. инструмента, относят его очистку после т.о., правку и антикоррозийную обработку. После т.о. инструмент подвергается, очистке с целью удаления масла, солей и окалены.
Простым оборудованием для очистки инструмента могут служить обычные выборочные бочки, подогреваемые газовыми горелками, нефтяными форсунками или паровыми змеевиками.
Дальнейшая очистка инструмента после промывки производится на гидро-пескоструйных аппаратах. В гидро-пескоструйных установках обработка производится смесью воды и песка.
Штамп или ролик проходит химическую отчистку, состоящую из следующих операций:
1) Предварительная промывка в выварочном баке в горячем (90оС) щелочном растворе (0,38 – 0,41 NaOH);
2) Кипячение в подкисленной воде (в кипящем 2%-ом растворе соляной кислоты);
3) Травление;
4) Повторная промывка в проточной воде;
5) Кипячение в содовом растворе;
6) Пассивирование.
После этой многоуровневой очистки инструмент получается чистым и защищенным от последствий коррозии. Благодаря полному удалению хлористых солей и покрытию его поверхности нитридной пленкой.
3.4 Контроль качества стали после упрочняющей термической обработки
Для штамповых сталей в закаленном состоянии параметрами контроля являются:
· твердость ГОСТ 5950 – 73 HRC 63 – 65
· величина аустенитного зерна ГОСТ 5639 – 82 8-9 балл, Аост до 20%
После закалки и отпуска контроль проводится на следующие параметры:
· твердость HRC 57 – 59
· теплостойкость 420оС
· карбидная неоднородность (1 балл)
Контролируемые параметры зависят так же от назначения, марки и массы инструмента.
Допускаемое количество Аост < 10% после отпуска.
3.5 Дефекты и способы их устранения
1. Недостаточная твердость после отпуска может быть вызвана следующими причинами:
· Пониженной температурой закалки (выявляется микроанализом), вследствие чего образуется недостаточно легированный мартенсит.
· Низким нагревом при отпуске (эта причина может быть выявлена магнитным анализом). Дефект, возникающий в результате этих причин, устраняется, соответственно, отжигом и последующими правильной закалкой и отпуском или правильным отпуском.
· Обезуглероживанием.
· Порчей теплостойкости.
2. Порча теплостойкости возникает в результате очень длительного или многократного нагрева выше Ас1 вследствие обогащения карбидов М6С вольфрамом, что уменьшает их растворимость при закалке, вследствие чего получается недостаточно легированный мартенсит. Выявляется по снижению вторичной твердости или теплостойкости. Данный дефект предотвращается соблюдением определенной области нагрева температур и длительности т.о.
3. Повышается хрупкость. Определяется по излому – крупнозернистый. Образуется из-за значительного превышения температуры нагрева при закалке или излишне длительной выдержке. Этот брак исправляется также, как и при недостаточной твердости.
4. Нафталинистый излом (см п. 2.5)
5. Окисление и обезуглероживание (п. 2.5)
Список литературы
1. Короткова Л.П. Инструментальные материалы: учебное пособие / ГУ КузГТУ. – Кемерово, 2006г. – 179с.
2. Геллер Ю.А. Инструментальные стали – М.: Металлургия, 1983г.–526с.
3. Поздняк Л.А. Штамповые стали – М.: Металлургия, 1980г. – 244с.
4. Поздняк Л.А. Инструментальные стали: справочник – М.: Металлургия, 1977г. – 167с.
5. Деордиева Н.Т. Штамповые стали – М.: Машиностроение, 1966г.-149с.
6. ГОСТ 5950 – 73. Прутки и полосы из инструментальной легированной стали. Технические условия. – М.: Издательство стандартов, 1973г.-65с.
Похожие работы
... шаберов, гравировального инструмента. Высококачественные стали имеют то же назначение, что и качественные, но из-за несколько лучшей вязкости их чаще используют для инструментов с более тонкой режущей кромкой. Недостатки углеродистых инструментальных сталей: чувствительность к перегреву и отсутствие теплостойкости. Наиболее склонны к перегреву из-за отсутствия избыточных карбидов стали У8 и У9, ...
... отпуска может быть на 10–20оС ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе. 1.1.5 Влияние термической обработки на свойства штамповых сталей Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... способность стали к вытяжке. Поэтому для холодной штамповки более широко используют холоднокатаные кипящие стали 08кп, 08Фкп (0.02-0.04% V) и 08Ю (0.02-0.07% Al). Конструкционные (машиностроительные) цементируемые (нитроцементуемые) легированные стали Для изготовления деталей, упрочняемых цементацией, применяют низкоуглеродистые (0.15-0.25% С) стали. Содержание легирующих элементов в сталях ...
0 комментариев