Навигация
Эксплуатация и обслуживание металлорежущих станков
30970
знаков
6
таблиц
4
изображения
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НУКИ УКРАИНЫ
ПРИАЗОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии машиностроения
КОНТРОЛЬНАЯ РАБОТА
«Эксплуатация и обслуживание металлорежущих станков»
Проверил: М.В. Маргулис
Выполнил:
Студент гр. И-07 ТМ-2
Ю.А. Красозова
Мариуполь 2009
Содержание
1. Введение
2. Общие сведения
3. Основные технические данные и характеристики
4. Указание мер безопасности
5. Состав станка
6. Порядок установки
7. Подготовка к первоначальному пуску и первоначальный пуск станка
8. График и состав ремонтно-профилактических работ
9. Список используемой литературы.
1. Введение
Металлорежущие станки в зависимости от обработки делятся на несколько групп. Обозначение модели станка состоит из сочетания трёх или четырёх цифр или букв. Первая цифра означает номер группы, вторая - номер подгруппы (тип станка), а последние одна или две цифры - наиболее характерные параметры станка. Для каждого станка разрабатывается руководство по его эксплуатации, в котором указываются общие сведения по станку, основные технические данные, меры безопасности, состав станка и т.д. Это руководство относится к эксплуатационным документам, предусмотренным ГОСТ 2.601-95. В нем предусмотрены следующие виды эксплуатационных документов (ЭД):
- руководство по эксплуатации (РЭ);
- инструкция по монтажу, пуску, регулированию и обкатке изделия (ИМ);
- формуляр (ФО);
- паспорт (ПС);
- каталог деталей и сборочных единиц (КДС);
- норма расхода запасных частей (НЗЧ);
- ведомость запчастей (ЗИП).
КЛАССИФИКАЦИЯ И СИСТЕМА ОБОЗНАЧЕНИЯ СТАНКОВ
Металлорежущие станки в зависимости от вида обработки делят на 9 групп, а каждую группу, а каждую группу – на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
Обозначение модели станка состоит из сочетания трех или четырех цифр или букв. Первая цифра означает номер группы, вторая – номер подгруппы (тип станка), а последние одна или две цифры – наиболее характерные технологические параметры станка. Например, 1Е116 означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм; 2Н125 означает вертикально-сверлильный станок с условным наибольшим диаметром сверления 25 мм. Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности. Классы точности станков обозначают: Н - нормальной; П – повышенной; В – высокий; Л – особо высокой точности и С – особо точные станки. Принята следующая индексация моделей станков с программным управлением: Ц – с цикловым управлением; Ф1 – с цифровой индексацией положения, а также с предварительным набором координат; Ф2 – с позиционной системой ЧПУ, Ф3 - с контурной системой ЧПУ, Ф4 – с комбинированной системой ЧПУ. Например, 16Д20П – токарно-винторезный станок повышенной точности; 6Р13К-1 – вертикально фрезерный консольный станок с копировальным устройством;1Г34ОПЦ – токарно-револьверный станок с горизонтальной головкой, повышенной точности, с цикловым программным управлением; 2455АФ1 координатно-расточный двухстоечный станок особо высокой с предварительным набором координат и цифровой индикацией; 2Р135Ф2 – вертикально-сверлильный станок с револьверной головкой, крестовым столом и с позиционной системой числового программного управления; 16К20Ф3 – токарный станок с контурной системой числового программного управления; 2202ВМФ4 – многоцелевой (сверлильно-фрезерно-расточный) горизонтальный станок высокой точности с инструментальным магазином и с комбинированной системой ЧПУ (буква М означает, что станок имеет магазин с инструментами).
Станки подразделяют на широкоуниверсальные, универсальные (общего назначения), специализированные и специальные.
Специальные и специализированные станки обозначают буквенным индексом (из одной или двух букв), присвоенным каждому заводу, с номером модели станка. Например: мод.МШ-245 – рейкошлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
Металлорежущие станки в зависимости от веса делятся на легкие весом до 1 т.; средние – свыше 1 т. до 10 т.; тяжелые свыше10 т.
Тяжелые станки, в свою очередь, делятся на 3 подгруппы:
а) крупные станки весом свыше 10 т. до 30 т.;
б) тяжелые станки весом свыше30т. до 100т.;
в) особо тяжелые весом свыше 100т.
Для составления руководства по эксплуатации используем широкоуниверсальный консольно-фрезерный станок 6М82Ш, 6М83Ш.
2. Общие сведения
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Широкоуниверсальные консольно-фрезерные станки моделей 6Р82Ш и 6Р83Ш предназначены для выполнения различных фрезерных работ в условиях индивидуального производства.
На станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т.п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцевыми и цилиндрическими формами,
Возможна как раздельная, так и одновременная работа обоими шпинделями, При установке серег станки могут быть использованы как обычные горизонтально фрезерные.
Технологические возможности станков могут быть расширены с применением делительной головки поворотного круглого станка и других приспособлений,
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
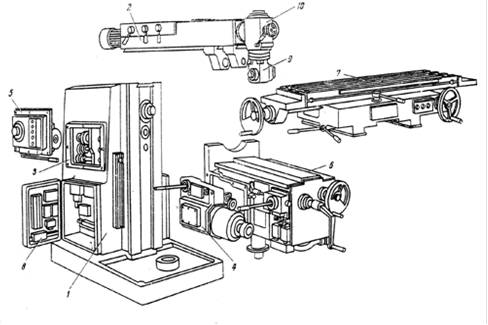
Рисунок1. Расположение составных частей станка
| №поз. на рис.1 | Наименование | Обозначение | Примечание |
| 1 | Станина | 6Р82Ш - 1 | Для станков 6Р82Ш |
| 3 | Коробка скоростей | 6М82Ш - 3 | |
| 4 | Коробка подач | 6Р82 - 4 | |
| 5 | Коробка переключения | 6Р82 - 5 | |
| 6 | Консоль | 6Р82 - 6 | |
| 7 | Стол и салазки | 6Р82 Г – 7 | |
| 8 | Электрооборудование | 6Р82 Ш – 8 | |
| 2 | Хобот | 6Р82 Ш – 11 | |
| 10 | Поворотная головка | 6Р82 Ш – 31 | |
| 9 | Накладная головка | 6Р82 Ш - 32 | |
| 1 | Станина | 6Р83Ш - 1 | Для станков 6Р83Ш |
| 3 | Коробка скоростей | 6М83Ш - 3 | |
| 4 | Коробка подач | 6Р83 - 4 | |
| 5 | Коробка переключения | 6Р83 - 5 | |
| 6 | Консоль | 6Р83 - 6 | |
| 7 | Стол и салазки | 6Р83 Г – 7 | |
| 8 | Электрооборудование | 6Р83 Ш – 8 | |
| 2 | Хобот | 6Р83 Ш – 11 | |
| 10 | Поворотная головка | 6Р82 Ш – 31 | |
| 9 | Накладная головка | 6Р82 Ш - 32 |
Похожие работы
... тока) срабатывания их должна регулироваться в достаточно широком диапазоне. 5. Заключение Техника безопасности при производстве наладочных работ и при эксплуатации электрооборудования металлорежущих станков Современные металлорежущие станки, как правило, имеют индивидуальный электропривод. В большинстве случаев электродвигатели, реле и другие электрические аппараты размещены или на самом ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
... расходы тенге 493491 12 Разность эксплуатационных расходов по системе электропривода тенге 59164 7. Общий вывод по курсовому проекту В данном курсовом проекте был рассмотрен «Цех металлорежущих станков» соответственно с требованиями техники безопасности на работу принимаем одного электромонтёра по ремонту IV разряда и электромонтёра по обслуживанию V разряда. При этом трудоёмкость ...
... расположения измерительных поверхностей уровня в отношении ампулы; в) проверка точности делений шкалы уровня (чувствительности уровня). 5.Нормы точности и методы испытаний колесотокарного станка Точность установки станка перед испытанием: Проверка 1. Наименование проверки. Прямолинейность направляющих станины в вертикальной плоскости. Метод проверки. На направляющих станины ...
0 комментариев