Навигация
Основные технические данные и характеристики
30970
знаков
6
таблиц
4
изображения
3. Основные технические данные и характеристики
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА (ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ СОГЛАСНО ГОСТ 165.72). КЛАСС ТОЧНОСТИП, ГОСТ8-71.
| Наименование параметров | Модели | |
| 6Р82Ш | 6Р83Ш | |
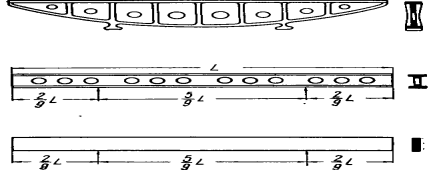
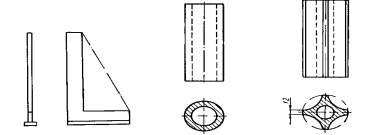
| СТОЛ. Размеры рабочей поверхности (длина × ширина), мм.. Число Т – образных пазов......................... Размеры Т – образных пазов мм.................... Наибольшие перемещения стола, мм: продольное механическое...................... продольное вручную.......................... поперечное механическое...................... поперечное вручную.......................... вертикальное механическое.................... вертикальное вручную......................... Наибольшее и наименьшее расстояние от оси шпиндел до рабочей поверхности стола, мм............... Расстояние от оси шпинделя до хобота, мм.......... Расстояние от торца шпинделя поворотной головки до стола, мм..................................... Расстояние от оси шпинделя поворотной головки до направляющих станины, мм..................... Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм...... Перемещение стола на один оборот лимба, мм: продольное и поперечное...................... вертикальное................................ Наибольшая масса обрабатываемой детали, кг....... ШПИНДЕЛЬНЫЕ ГОЛОВКИ, Перемещение пиноли шпинделя, мм: на один оборот лимба......................... на одно деление лимба........................ Наибольшее перемещение пиноли шпинделя, мм.... Поворот головки в поперечной плоскости стола, гр: к станине................................... от станины................................. Поворот головки в продольной плоскости стола, гр.. Поворот накладной головки, град................. Поворот головок на одно деление шкалы, град...... ШПИНДЕЛИ. Эскиз конца шпинделей: горизонтального: система................................... размер.................................... поворотной и накладной головок: система................................... размер.................................... НАПРАВЛЯЮЩИЕ СТАНИНЫ. Эскиз................... ХОБОТ И СЕРЬГИ. Эскиз............................... МЕХАНИКА СТАНКА. Механика главного движения....... Механика подач............................... Выключающие упоры подачи (продольной, попереч- ной, вертикальной).......................... Блокировка ручной и механической подачи (продоль ной, поперечной, вертикальной)............... Блокировка раздельного включения подачи........ Автоматическая прерывная подача: продольная................................. поперечная и вертикальная................... Торможение шпинделя......................... Предохранение от перегрузки (муфта)............ ПРИВОД, ГАБАРИТ И МАССА. Электродвигатель привода главного движения: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электродвигатель привода подач: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электродвигатель привода шпинделя поворотной головки: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электронасос подачи охлаждения жидкости: тип...................................... мощность, квт.............................. число оборотов в минуту..................... производительность, л/мин................... Габарит станка (длина × ширина × высота), мм.... Масса станка, т............................... | 1250 × 320 3 800 800 240 250 410 420 30-450* 155 35-535 260-820 0,05 6 2 250 6 0,1 80 45 90 360 360 1 ГОСТ 836-62 № 3 ГОСТ 836-62 № 4 рис. 39 см. рис. 7 табл.8 рис 4,5 табл.9 рис 6 есть есть есть есть нет есть есть А02-51-4-С2 7,5 1460 А02-31-4-С2 2,2 1430 А02-31-4-С2 2,2 1430 ПА-22 0,125 2800 22 2470×1950×1950 3,3 | 1600 × 400 3 1000 1000 300 320 410 420 30-450* 190 70-570 250-900 0,05 6 2 300 6 0,1 80 45 90 360 360 1 ГОСТ 836-62 № 3 ГОСТ 836-62 № 4 рис. 39 см. рис. 7 табл.8 рис 4,5 табл.9 рис 6 есть есть есть есть нет есть есть А02-52-4-С2 10,0 1460 А02-32-4-С2 3,0 1430 А02-32-4-С2 3,0 1430 ПА-22 0,125 2800 22 2680×2260×2040 4,5 |
*Обеспечивается при ручном перемещении и снятом нижнем ограничительном кулачке.
МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ
| Число оборо- тов шпинделя в минуту | Наибольший допу- стимый крутящий момент на шпинделе, кгс∙м | Мощность на шпин- деле по приводу, квт | ||
| 6Р82Ш | 6Р83Ш | 6Р82Ш | 6Р83Ш | |
| 31,5 40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000 1250 1600 | 107,00 107,00 107,00 107,00 84,50 67,50 54,00 41,80 33,20 26,70 21,00 16,50 13,10 10,10 7,9 6,18 4,85 3,56 | 143,00 143,00 143,00 143,00 113,00 90,10 72,10 55,80 43,00 35,60 28,00 22,00 17,50 13,50 10,50 8,25 6,46 4,75 | 6,93 6,93 6,93 6,93 6,93 6,93 6,93 6,90 6,82 6,86 6,82 6,80 6,75 6,52 6,5 6,35 6,22 5,85 | 9,25 9,25 9,25 9,25 9,25 9,25 9,25 9,20 9,10 9,15 9,10 9,05 9,00 8,70 8,65 8,45 8,30 7,80 |
МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ ПОВОРОТНОЙ
И НАКЛАДНОЙ ШПИНДЕЛЬНЫХ ГОЛОВОК
| Номер ступени | Число оборотов вертикального шпинделя в минуту при прямом и обратном вращениях | Мощность на шпинделе, квт |
| 1 2 3 4 5 6 7 8 9 10 11 | 50 70 100 140 200 280 400 560 800 1120 1600 | 1,0 1,6 2,1 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 |
МЕХАНИКА ПОДАЧ
| Номер ступени | Подача стола, мм/мин | |
| продольная, поперечная | вертикальная | |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 | 25, 31,5 40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000 1250 | 8,3 10,5 13,3 16,6 21,0 26,6 33,3 41,6 53,3 66,6 83,3 105,0 133,3 166,6 210,0 266,6 333,3 416,6 |
Пределы использования станка на мощности и силовым нагрузкам.
При работе на числах оборотов горизонтального шпинделя выше 63 об/мин и накладного шпинделя выше 100об/мин пределы использования приводов ограничиваются номинальной мощностью установленных электродвигателей.
Наибольшее усилие резания, допускаемое механизмом подачи, соответственно для продольной, поперечной и вертикальной подач составляет:
для станка 6Р82Ш – 1500кгс, 1200кгс, 500кгс.
для станка 6Р83Ш – 2000кгс, 1200кгс, 800кгс.
В случае возникновения признаков вибрации при некоторых параметрах режима резания рекомендуется увеличить подачу на зуб или применить фрезы с неравномерным шагом.
При работе на низких числах оборотов шпинделей (для горизонтального ниже 63 об/мин, накладного ниже 100 об/мин) лимитирующим фактором является прочность привода главного движения, В этих случаях рекомендуется работать с ограничением мощности для привода главного движения в соответствии с табл.8
Наибольший допустимый диаметр фрез при черновой обработке составляет:
для станка6Р82Ш – 160мм (горизонтальный шпиндель), 100мм (вертикальный шпиндель);
для станка6Р83Ш – 200мм (горизонтальный шпиндель), 100мм (вертикальный шпиндель).
Похожие работы
... тока) срабатывания их должна регулироваться в достаточно широком диапазоне. 5. Заключение Техника безопасности при производстве наладочных работ и при эксплуатации электрооборудования металлорежущих станков Современные металлорежущие станки, как правило, имеют индивидуальный электропривод. В большинстве случаев электродвигатели, реле и другие электрические аппараты размещены или на самом ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
... расходы тенге 493491 12 Разность эксплуатационных расходов по системе электропривода тенге 59164 7. Общий вывод по курсовому проекту В данном курсовом проекте был рассмотрен «Цех металлорежущих станков» соответственно с требованиями техники безопасности на работу принимаем одного электромонтёра по ремонту IV разряда и электромонтёра по обслуживанию V разряда. При этом трудоёмкость ...
... расположения измерительных поверхностей уровня в отношении ампулы; в) проверка точности делений шкалы уровня (чувствительности уровня). 5.Нормы точности и методы испытаний колесотокарного станка Точность установки станка перед испытанием: Проверка 1. Наименование проверки. Прямолинейность направляющих станины в вертикальной плоскости. Метод проверки. На направляющих станины ...
0 комментариев