Навигация
Описание конструкции КБР и особенности компоновки
66032
знака
8
таблиц
9
изображений
3. Описание конструкции КБР и особенности компоновки
КБР является компоновочным блоком, в состав которого входят:
1) Электромагнитные включатели - 7 шт;
2) Переключатель 58 - 1 шт;
3) Переключатель 31 - 1 шт;
4) Резисторы - 13 шт;
5) Диоды - 7 шт;
6) Вилки:
РС10ТВ – 1 шт;
РС50ТВ – 1 шт;
7) Розетка РС50БТВ – 1 шт;
8) Корпус – 1 шт;
9) Крышка – 1 шт.
Каждый элемент из состава КБР имеет свое назначение.
Корпус – наиболее сложная деталь в КБР, и ее конструкция будет описана отдельно, в другом разделе.
Герметичность внутренних полостей КБР обеспечивается двумя крышками. Крышки выполнены из сплава АМг3.М3 ГОСТ 21631-76. Такое решение продиктовано стремлением снизить массу КБР. Материал отличается высокой технологичностью процесса изготовления и малой плотностью.
Во внутренних полостях КБР располагается жгут внутреннего монтажа, выполненный в соответствии с электрической схемой. Жгутом внутреннего монтажа осуществляют соединение между элементами, входящими в состав КБР.
Электромагнитные включатели, переключатели 58 и 31 предназначены для коммутации электрических цепей в соответствии с заданным режимом работы.
Включатели электромагнитные представляют собой поляризованное двухпозиционное двухстабильное герметичное электромагнитное реле постоянного тока с пятью замыкающими и пятью размыкающими контактами и двумя электрически не связанными обмотками. При подаче напряжения на рабочую обмотку происходит коммутация электрических цепей.
Резисторы и диоды обеспечивают электрическое согласование режимов работы узлов автоматики изделия.
Вилки и розетки служат для электрического объединения КБР в схему изделия.
Электрическая связь между узлами автоматики и электрорадиоэлементами в составе КБР выполнены путем пайки с применением теплостойких проводов марки МС, МСЭ.
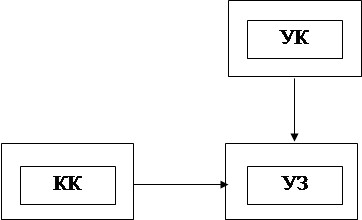
На КБР имеется три разъема: БР, К и ВК. С помощью разъема БР происходит связь КБР с другими узлами системы автоматики, он служит для объединения КБР в схему изделия. Разъем К служит для контроля состояния и работоспособности КБР. Разъем ВК необходим для объединения электронного прибора в схему изделия.
После установки жгута внутреннего монтажа в корпус весь монтаж закрывается двумя крышками, что защищает монтаж и установленные внутри КБР элементы от механических повреждений. Крышка и корпус крепятся друг к другу с помощью винтов.
Размещение соединителей в КБР обеспечивает удобство сочленения и расчленения при проверках и обслуживании КБР в составе объекта применения.
4. Разработка корпуса
Основным силовым элементом КБР является корпус. Корпус служит для закрепления узлов, входящих в состав КБР, и закрепления КБР в составе изделия. Он представляет собой тело сложной формы с предусмотренными посадочными местами для входящих в него элементов. В корпусе выполнены специальные полости, обеспечивающие технологичность установки соединителей, а также имеются ребра жесткости, что придает ему дополнительную жесткость. Четыре лапки крепления, расположенные по краям корпуса, предназначены для установки КБР на раме изделия.
Корпус должен отвечать следующим требованиям:
- надежное закрепление всех элементов, входящих в состав КБР, и закрепления КБР в составе изделия;
- стойкость к прилагаемым нагрузкам;
- жесткость;
- минимальная масса;
- технологичность изготовления;
- технологичность сборки.
С одной стороны, корпус должен быть достаточно прочным, чтобы выдержать все нагрузки, с другой стороны его теплопроводность не должна быть высокой.
Проведем анализ некоторых конструкционных материалов для выбора оптимального варианта. Изделия из металлов обладают большой теплопроводностью, что может привести к перегреву всей конструкции и, тем самым, к нештатному режиму работы КБР. Материал для изготовления корпуса выбирался исходя из условий эксплуатации и применения КБР при воздействии механических факторов и ограничения по весу, которые оговорены в исходных данных.
Были рассмотрены четыре материала (четыре алюминиевых сплава): сплав АМг6, сплав Д16, сплав АК6 и сплав В95.
Конструктивный сплав АМг6 – алюминиевый, деформируемый, термически не упрочняемый сплав. Химический состав Mg=5,8-6,8%, Mn=0,5-0,8%, Ti=0,02-0,1%, Be=0,0002-0,005%, Fe=0,4%, Si=0,4%, Zn=0,2%, Cu=0,1%,. Физические характеристики:
- предел текучести s0,2=160 Мпа;
- предел прочности sв=320 Мпа;
- относительное удлинение d=15%;
- плотность r=2,64 г/см3;
- удельное сопротивление ρ=6,73∙106 Ом∙см.
Сплав обладает повышенной коррозионной стойкостью. Наиболее высокопрочный сплав группы магналиев. Применяется для сварных и несварных конструкций, от которых требуется повышенная коррозионная стойкость. Изделия из сплава могут работать длительно в интервале температур от –196 до +700С и кратковременно от –196 до +3000С. Обрабатываемость резанием хорошая в нагартованном состоянии и удовлетворительная – в отожженном.
Поковка из алюминиевого сплава АК6 –деформируемый, закаленный и искусственно состаренный сплав. Основной составляющей сплава является Cu=1,8-2,6% и дополнительно легирован никелем Ni=0,1%. Кроме Никеля и меди сплав содержит: Mg=0,4-0,8%, Mn=0,4-0,8%, Si=0,7-1,2%, Zn=0,3%, Fe=0,7%, Ti=0,1%. Физические характеристики:
- предел текучести не определяют;
- предел прочности sв=365 МПа;
- относительное удлинение d=8%;
- плотность r=2,75 г/см3;
- удельное сопротивление ρ=4,1∙106 Ом∙см.
Сплав обладает пониженной коррозионной стойкостью. Технологические и эксплуатационные нагревы не приводят к ухудшению коррозионной стойкости сплава. Хорошо обрабатывается резанием. Сплав деформируется в горячем и холодном состоянии.
Конструктивный сплав Д16 – алюминиевый, деформируемый, в естественном состаренном состоянии обладает хорошим сочетанием характеристик выносливости, вязкости разрушения, сопротивления росту усталостной трещины. Химический состав Cu=3,8-4,9%, Mg=1,2-1,8%, Mn=0,3-0,9%, Ti=0,1%, Fe=0,5%, Si=0,5%, Zn=0,3%, Ni=0,1%,. Сплав обладает высокими коррозионными свойствами. Физические характеристики:
- предел текучести s0,2= 300 Мпа;
- предел прочности sв= 460 Мпа;
- относительное удлинение d= 17 %;
- плотность r=2,78 г/см3;
- удельное сопротивление ρ=4,76∙106 Ом∙см.
Защита от коррозии в зависимости от назначения детали осуществляется анодно-окисными, химическими и лакокрасочными покрытиями. Сплав подвергается деформации в горячем состоянии. Технологическая пластичность сплава в отожженном и свежезакаленном состояниях удовлетворительная. Обрабатываемость резанием сплава Д16 также удовлетворительная. Сплав в основном применяется для силовых элементов конструкций (балки, лонжероны, шпангоуты, стыковые гребенки).
Конструктивный сплав В95 – алюминиевый, деформируемый. Химический состав Zn=5-7%, Mn=0,2-0,6%, Mg=1,8-2,8%, Cu=1,4-2%, Cr=0,1-0,25%, Fe=0,5%, Si=0,5%, Ni=0,1%. Физические характеристики:
- предел текучести s0,2=420 Мпа;
- предел прочности sв=500 Мпа;
- относительное удлинение d=5%;
- плотность r=2,85 г/см3;
- удельное сопротивление ρ=4,2∙106 Ом∙см.
Сплав обладает самыми высокими характеристиками прочности по сравнению с основными конструкционными алюминиевыми сплавами. Сплав обладает низкими коррозионными свойствами, что не способствует его использованию в качестве материала панели. Защититься от коррозии в зависимости от назначения детали осуществляется анодно-окисными, химическими и лакокрасочными покрытиями. Сплав удовлетворительно деформируется в горячем состоянии: может подвергаться прокатке, прессованию, ковке, штамповке. Хорошо обрабатывается резанием.
Сплав В95 целесообразно применять для элементов, работающих преимущественно на сжатие или на сдвиг в местах, некритических по выносливости. Детали из сплава должны иметь плавные переходы без резкого изменения сечения, острые кромки необходимо скруглять. Однако, в силу своей конструкции, панель не может удовлетворять последнему требованию, что делает непригодным использование для нее сплава В95.
Таким образом, проанализировав и сравнив свойства оставшихся трех сплавов, наилучшим материалом оказалась поковка из алюминиевого сплава АМг6 ГОСТ 4784–97. Данный материал имеет характеристики: предел прочности sв=320 МПа, относительное удлинение d= 15%. Главным аргументом в его пользу оказались малая масса и доступность материала в промышленности. Он наиболее удовлетворяет всем требованиям, предъявляемым к корпусу. Нужно только решить каким способом изготавливать деталь: посредством механической обработки, или формованием (литьем, прессованием).
При изготовлении корпуса применять механическую обработку целесообразнее, так как предполагается штучное производство КБР, а применение литья требует больших затрат на подготовку оснастки. Более того, механической обработкой проще добиться необходимой точности изготовления.
В связи с тем, что КБР при эксплуатации будет подвергаться воздействию повышенной влажности, то панель следует защитить от коррозии. Для защиты от коррозии на корпус нужно нанести покрытие.
Покрытия могут быть:
- металлические (цинковые, оловянные, хромовые и т.д.);
- неметаллические неорганические (оксидными, фосфатными, фторидными и др.);
- пластмассовыми;
- резиновыми;
- лакокрасочными;
- пиролитическими (пирографит);
- керамическими (оксид циркония ZrO2, карбид кремния SiC).
Рассмотрим три наиболее часто используемые и подходящие для алюминиевой панели покрытия (Ан.Окс.хр., Хим.Окс.э, металлические).
Для деталей из алюминиевых сплавов на основании ОСТ В95 1135-79 о допустимости и не допустимости контактов между металлами и покрытиями при различных условиях эксплуатации. Условия эксплуатации подразделяются на четыре группы:
Легкие – детали находятся внутри герметичного изделия;
Средние – детали находятся в помещении и на открытом воздухе без непосредственного попадания атмосферных осадков и солнечной радиации;
Жесткие – детали находятся на открытом воздухе при возможном попадании атмосферных осадков и солнечной радиации;
Особо жесткие – на открытом воздухе при возможном попадании атмосферных осадков, воздействии солнечной радиации и морского тумана.
КБР располагается в герметичном отсеке, что соответствует эксплуатации при легких условиях. При легких условиях алюминиевые детали допускается покрывать цинком и цинковыми хроматированными покрытиями, кадмием и кадмиевыми хроматированными покрытиями. Между данными парами материалов при соприкосновении не возникает контактной коррозии. Однако цинковые покрытия в условиях относительной влажности коррозирует с образованием рыхлого белого порошка. Процесс коррозии усиливается без доступа воздуха и света. Данные покрытия не рекомендуются для электроконтактных систем. Таким образом, данный вид покрытия для панели не подходит.
Кадмиевые покрытия характеризуются устойчивостью к воздействию повышенной влажности, имеют прочное сцепление с основным металлом, обладают высокой пластичностью и эластичностью, но из-за дорогостоящей и очень сложной технологии нанесения покрытия на алюминиевые сплавы. Для того чтобы нанести кадмиевое покрытие в начале идет нанесение на корпус слой никелевого покрытия, затем нанесение на слой никеля слой медного покрытия после этого только нанесение кадмиевого покрытия. Так же покрытие сложно наносить на детали имеющие сложную конструкцию. Учитывая выше перечисленное от применения металлических покрытий для данной панели отказались.
Ан.Окс.хр. – покрытие получаемое анодным оксидированием получаемое в растворе бихромата калия. Данное покрытие является одним из лучших покрытий устойчивых к коррозии при легких и средних условиях эксплуатации применяемых для покрытия алюминиевых сплавов, также оно является электроизолятором. Данное покрытие по механическим характеристикам и защищенности от коррозии нам подходит, но так как панель должна обеспечивать металлизацию с плитой, данное покрытие применять не стали.
Хим.Окс.э. – покрытие получаемые химическим окислением из раствора, содержащего хромовый ангидрит и фториды. Данный вид покрытия по механическим характеристикам и коррозионной стойкости уступает покрытию Ан.Окс.хр. Покрытие можно применять только при легких условия эксплуатации для нас это является достаточным. Данное покрытие является электропроводным, что являлось немаловажным фактором при выборе покрытия. Исходя из всего выше перечисленного, наилучшим покрытием явилось покрытие Хим.Окс.э., которое и было применено для покрытия панели.
Конструкция корпуса имеет сложную тонкостенную конфигурацию с множеством полостей, в которых размещаются элементы электрической схемы и жгут внутреннего монтажа. Такая форма корпуса способствует большой плотности размещения элементов, что в свою очередь снижает массу и объем КБР. Имеется множество сквозных отверстий, в которых будут располагаться соединители. На верхней и нижней сторонах корпуса имеются резьбовые отверстия, предназначенные для крепления крышек к корпусу.
Похожие работы
... это напряжение преднамеренно варьируют. Весьма широк интервал используемых значений выходного напряжения. Удовлетворить эти требования можно либо применением нескольких источников питания, либо созданием универсального блока, допускающего различные режимы работы и изменение в широких пределах значений выходных параметров. Основные технические характеристики Выходное регулируемое напряжение, В ...
... ) более 8 раз в течение (32±2)с, подать напряжение на контакт 3 разъема ХР2, обеспечивая формирование кодов в соответствии с пунктом 2 таблицы 1 и начать отсчет времени tв, по истечении которого блок управления должен вновь начать отработку алгоритма по пунктам а), б). При повторении условий по пункту и) блок управления должен отработать алгоритм по пункту з). 2.4. Обоснование выбора элементной ...
... . Подставляя значение Н в (8.6), получим м. Округляем значение до L = 0,135 м. Полученные значения размеров ЛП соответствуют размерам корпуса блока управления электромеханическим замком, полученным в результате компоновочного расчета 9 Мероприятия по защите от коррозии, влаги, электрического удара, электромагнитных полей и ...

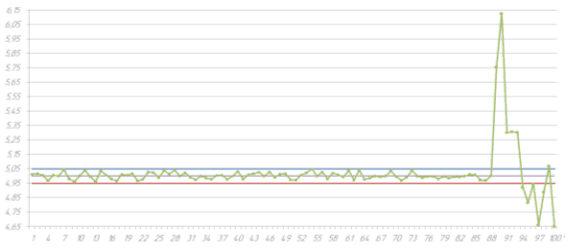

... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...
0 комментариев