Навигация
2. Расчет критериев
2.1 Критерии развития технических объектов
Среди параметров и показателей, характеризующих любой технический объект, всегда имеются такие, которые на протяжении длительного времени имеют тенденцию монотонного изменения или тенденцию поддержания на определенном уровне при достижении своего предела. Эти показатели всеми осознаются как мера совершенства и прогрессивности, и они оказывают сильное влияние на развитие отдельных классов технических объектов и техники в целом.
Такие параметры и показатели называют критериями развития технических объектов. Об их важности можно судить по тому факту, что технический прогресс в области любых технических объектов обычно заключается в улучшении одних критериев без ухудшения (во всяком случае без значительного ухудшения) других. При формировании системы критериев развития должен удовлетворяться ряд условий:
- измеримости: за критерий развития может быть принят только такой параметр технического объекта, который допускает возможность количественной оценки по одной из шкал измерений;
- сопоставимости: критерий развития должен иметь такую размерность, которая позволяет сопоставлять технические объекты разных времен и стран;
- исключения: за критерии развития могут быть приняты только такие параметры технического объекта, которые в первую очередь характеризуют его эффективность и оказывают определяющее влияние;
- минимальности и независимости: вся совокупность критериев развития должна содержать только такие критерии, которые не могут быть логически выведены из других критериев и не могут быть их прямым следствием.
Оценка технического уровня и качества изделия осуществляется путем сопоставительного (сравнительного) анализа в следующем порядке:
- выбирается базовое изделие (идеальный вариант, аналог или прототип);
- выявляются численные значения основных технико-экономических показателей оцениваемого и базового изделий:
- рассчитываются уровни относительных показателей технического уровня и качества;
- рассчитывается величина обобщенных показателей технического уровня и качества изделий.
Следует отметить, что главное условие сравнения оцениваемого и базового изделия - сопоставимость элементов изделий, идентичность функционального назначения.
В качестве базового изделия для сопоставления выбирают наилучший, реальный образец данного вида и типоразмера изделий, имеющийся в мировой практике. Он может быть как отечественным, так и зарубежным и именуется аналогом. Иногда при решении задач по модернизации изделий данного вида в качестве базового изделия принимают изделия-прототип, которое совершенствуется путем устранения имеющихся недостатков.
В отдельных случаях в качестве базового изделия может быть принято оборудование будущего - идеальный вариант. Показатели, характеризующие идеальный вариант по техническому уровню и качеству, рассчитываются, исходя из законов развития техники данного вида по критериям развития.
При оценке технического уровня и качества изделий значения основного размерного параметра (производительность, рабочая поверхность, полезный объем и т.д.) не должны отличаться от такового для базового изделия более чем на 20 %.
2.2 Расчет
Таблица 2.
Технические данные координатно-расточных станков с рабочей поверхностью стола 630х1120 мм
| Год выпуска | Модель станка | Наибольший диаметр сверления/растачивания, мм | Вылет шпинделя, мм | Наибольшее расстояние от торца до рабочей поверхности стола, мм | Пределы частот вращения шпинделя, об/мин | Мощность, кВт | Масса, кг | Габариты | ||
| Длина, мм | Ширина, мм | Высота, мм | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2А450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2Д450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450А | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2Е450АФ1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2Е450А | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2Е450АФ30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Анализируя представленные данные, можно составить номенклатуру критериев развития координатно-расточных станков. Произведем расчет исследуемых критериев, результаты вычислений которых представлены в таблице 2.
1.Удельная материалоёмкость.
Км = М / N
где: Км- удельная материалоёмкость. (кг / мм.)
М – масса (кг)
N – величина главного параметра (мм).
2.Удельная энергоемкость.
Еу = P / N
где: Еу - удельная энергоемкость (кВт/м);
P – мощность (кВт);
N – величина главного параметра (м).
3.Удельная площадь, занимаемая станком.
Sy= S / N![]()
где : Sy – удельная площадь занимаемая т.о. (м2/ м)
S – площадь занимаемая станком (м2)
N - единица главного параметра ( м )
Похожие работы
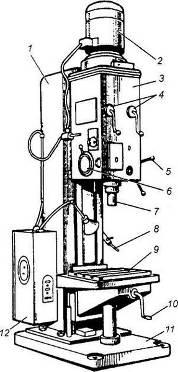
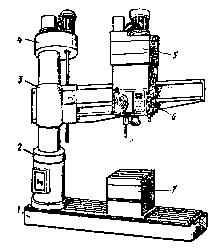
... моделей станков каждый тип станков содержит еще несколько разновидностей. В данной работе предлагаю рассмотреть три типа станков: Вертикально-сверлильные, радиально-сверлильные и координатно-расточные станки. 2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ Вертикально-сверлильные станки широко применяются во всех отраслях машиностроительной промышленности, как в ремонтно-механических мастерских, так и в ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...
... технологические циклы обработки, используемые на станке ИР320ПМФ4, показаны на рисунке 11, кинематическая схема станка изображена на рисунке 12. Многооперационные станки ИР500ПМФ4 (рис.13) и ИР800ПМФ4 (рис.14) предназначены для высокопроизводительной обработки корпусных деталей из различных конструкционных материалов. Наибольшая масса обрабатываемых деталей на станке ИР500ПМФ4 составляет 700 кг, ...
0 комментариев