Навигация
Единица мощности электродвигателя, приходящейся на единицу массы станка
21375
знаков
3
таблицы
6
изображений
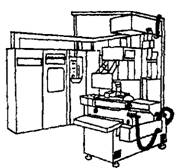
4. Единица мощности электродвигателя, приходящейся на единицу массы станка.
Таблица 3. Критерии развития.
| Год | Удельная материалоемкость, кг/мм | Удельная энергоемкость, кВт/м | Единица мощности на единицу массы, Вт/кг | Удельная занимаемая площадь, м2/м |
| 1968 | 31,2 | 8 | 0,25 | 35,29 |
| 1973 | 31,2 | 8,8 | 0,28 | 35,76 |
| 1978 | 31,68 | 25,2 | 0,79 | 26,73 |
| 1983 | 34 | 28,8 | 0,84 | 30,52 |
| 1990 | 32,2 | 28,8 | 0,89 | 33,5 |
| 1992 | 32 | 28,8 | 0,9 | 32,8 |
По полученным данным критериев развития построим графики, благодаря которым можно проследить тенденцию изменения критериев и сделать прогноз на 2007 год.
2.3 Определение изменения критериев
Удельная энергоёмкость
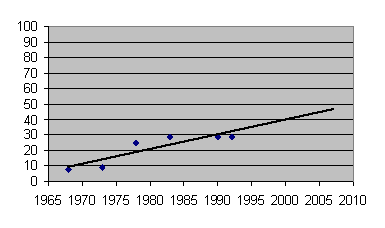
Учитывая изменение значений удельной энергоемкости станка, можно проследить тенденцию увеличения данного параметра. С помощью метода аппроксимации можно сделать прогноз на 2007 год, значение параметра составит 45 кВт/м.
Удельная материалоёмкость
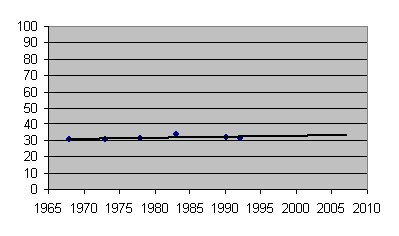
С помощью метода аппроксимации тенденций находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия составит 32 кг/мм.
Единица мощности на единицу массы
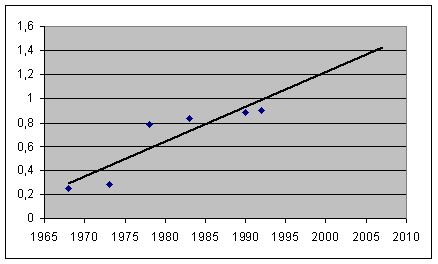
Полученная кривая свидетельствует об очевидном росте единицы мощности, приходящейся на единицу массы координатно-расточного станка. Прибегая к помощи метода аппроксимации, можно предположить возможное значение данного параметра в 2007 году, которое составит 1,42 Вт/кг.
Удельная занимаемая площадь
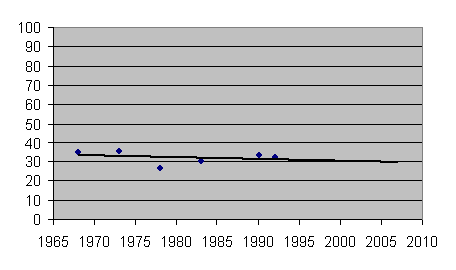
С помощью метода аппроксимации тенденций находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 30 м2/м.
3. Перспективы дальнейшего развития координатно-расточных
станков
Модернизация КРС
В настоящее время в российской промышленности имеется большой парк морально и физически устаревших координатно-расточных станков моделей 2А450, 2Д450, 2Е450 и их модификаций. Возраст этих станков достигает 30-40 лет, поэтому их конструкционные решения не отвечают современным требованиям, предъявляемым к станкам. Кроме того, высокий износ узлов и потеря точностных параметров вызывают проблемы с их эксплуатацией. Всё это требует обновления станочного оборудования, но большинство предприятий в современной экономической обстановке не имеют для этого достаточных средств. Поэтому в данных условиях экономически целесообразно производить модернизацию имеющегося оборудования, в результате чего потребитель получал бы современный станок, в конструкции которого был бы воплощён многолетний опыт производства станков, соответствующий всем требованиям к точечности (для данного станка), оснащённый современными комплектующими и системами управления. При этом заказчик, сдав станок на модернизацию, может не ждать когда пройдёт весь производственный цикл модернизации станка, а получить модернизированный станок данной модели (или станок другой модели) из имеющегося на заводе задела по станкам. При этом из цены приобретенного станка будет вычитаться оценочная стоимость сданного станка.
Основными составляющими модернизации координатно-расточных станков c ручным управлением в общем случае являются:
· установка электронной отсчётно-измерительной системы, включающей в себя фотоэлектрические преобразователи линейных перемещений типа ЛИР и устройство цифровой индикации взамен оптических отсчётных устройств;
· использование программируемого контроллера для построения схемы электроавтоматики станка взамен релейной схемы управления;
· шариковые винтовые пары и регулируемые высокомоментные электродвигатели постоянного тока в приводах перемещений стола и салазок взамен зубчато-реечных передач, простых регулируемых электродвигателей постоянного тока и червячных редукторов;
· установка пневмозажимов стола и салазок вместо электромеханических зажимов;
· механизация перемещения шпиндельной коробки;
· применение конструкции привода перемещения гильзы с регулируемым двигателем постоянного тока.
Заключение
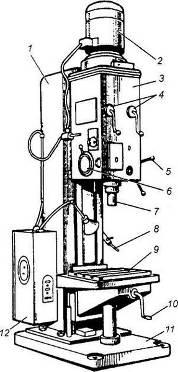
В своей курсовой работе я разработал номенклатуру критериев развития для координатно-расточных станков с поверхностью стола 630х1120мм, взяв за главный параметр наибольший диаметр растачивания. Проанализировал динамику этих критериев по годам выпуска станков. Выяснил, за счёт каких факторов произошло изменение значений критериев. Дал схему станка, описал его устройство, принцип работы. Проанализировал зависимость удельных показателей (удельной энергоемкости, материалоемкости) от размеров станка.
Дал прогноз значений критериев на 2007 год. Числовые значения показателей привёл в табличной и графической форме. Работу я закончил описанием перспективы развития координатно-расточных станков.
Список литературы:
1. Половинкин А.И. Основы инженерного творчества. - М: Машиностроение, 1988, -368с.
2. Белик В.Г. Технический уровень машин и аппаратов: пути его повышения. - Киев, Техника, 1991.-200с.
3. Могунов В.И. Металлорежущие станки. Краткий справочник. - М.: Госинти, 1964. -505с.
4. Номенклатурный справочник. Универсальные металлорежущие станки, выпускаемые предприятиями Минстанкопрома в 1978-1979 г. - М.: НИИМАШ, 1968. - 219с.
5. Металлорежущие станки. Каталог-справочник. Ч.3 - Станки сверлильно-расточной группы - М.: НИИМАШ, 1973.
6. Металлорежущие станки. Каталог-справочник. Ч.2 - Станки сверлильно-расточной группы. - М.: НИИМАШ, 1965.
7. Металлорежущие станки. Под ред. В.Э. Пуша.-М.: Машиностроение, 1986. -571с.
8. СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1973-1974 г. Номенклатурный справочник. - М.: НИИМАШ, 1973. -173с.
9. СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1970 г. Номенклатурный справочник. - М.: НИИМАШ, 1970.- 123с.
10. Металлорежущие станки. Номенклатурный каталог. Ч. 1. 1992-1993 г. - М.: ЭНИМС, ВНИИТЭМР, 1992.
11. Металлорежущие станки. Номенклатурный каталог. Ч. 1. 1990-1991 г. - М.: ВНИИТЭМР, 1990.
12. Металлорежущие станки. Под ред. Н.С.Колева.-М.:Машиностроение,1980.-500с.
13. Смирнов А.И. Перспективы технологии машиностроения. -М.: 1992 г.
14. Смирнов В.К. Токарь-расточник: Учеб. Для CПТУ. – 5-е изд., перераб. и доп. – М.: Высш. шк., 1987. – 255 с.
Похожие работы
... моделей станков каждый тип станков содержит еще несколько разновидностей. В данной работе предлагаю рассмотреть три типа станков: Вертикально-сверлильные, радиально-сверлильные и координатно-расточные станки. 2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ Вертикально-сверлильные станки широко применяются во всех отраслях машиностроительной промышленности, как в ремонтно-механических мастерских, так и в ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... детали (1 для тел вращения). Себестоимость поковки равна 45,1 руб. Себестоимость литой заготовки 240 руб. Для изготовления заготовки хвостовика целесообразно использовать свободную ковку. Эскиз заготовки представлен на рис.4.1.5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то ...
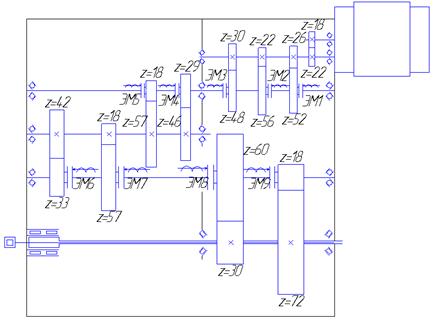
... технологические циклы обработки, используемые на станке ИР320ПМФ4, показаны на рисунке 11, кинематическая схема станка изображена на рисунке 12. Многооперационные станки ИР500ПМФ4 (рис.13) и ИР800ПМФ4 (рис.14) предназначены для высокопроизводительной обработки корпусных деталей из различных конструкционных материалов. Наибольшая масса обрабатываемых деталей на станке ИР500ПМФ4 составляет 700 кг, ...
0 комментариев