Навигация
Расчет мертвого хода редуктора
21638
знаков
4
таблицы
1
изображение
1.9 Расчет мертвого хода редуктора.
Вероятный максимальный мертвый ход отдельной передачи определяется углом поворота ведомого колеса при неподвижном ведущем звене.
Угол поворота ведомого колеса рассчитывают по формуле:
![]()
,
где j nmin – минимальный гарантированный боковой зазор, мм (табличное значение).
d – диаметр делительной окружности, мм.
![]()
![]()
![]()
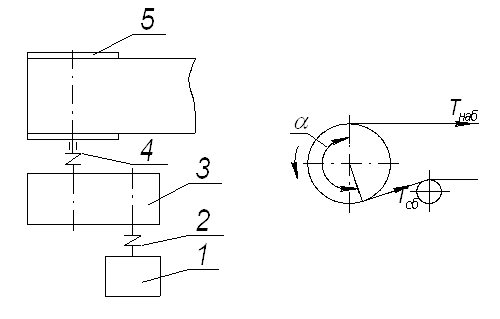
Мертвый ход трехступенчатого редуктора с учетом боковых зазоров между зубьями, определяемый по углу поворота выходного вала:
![]()
На мертвый ход редуктора влияет также упругая деформация валов, в результате которой вал получает угол закручивания ![]()
, угловые минуты:
![]()
где М i – крутящий момент на валу
l i – рабочая длина i-го вала
G – модуль сдвига для стали – 80 ГПа
I Pi– полярный момент инерции поперечного сечения вала.
![]()
где di– наименьший диаметр участка вала, на котором передается крутящий момент.
![]()
![]()
![]()
![]()
![]()

![]()
2.1 Точность зубчатых и червячных передач.
Погрешности изготовления и монтажа элементов передач вызывают шум, вибрации, нагрев, несогласованность углов поворота ведущего и ведомого звеньев, ошибки от мертвого хода.
По точности изготовления зубчатые колеса и передачи разделены на 12 степеней. Для каждой степени точности установлены нормы кинематической точности, плавности работы и контакта зубьев.
Кинематическая точность характеризуется величиной погрешности передачи, т. е. разностью между действительным и расчетным углами поворота ведомого колеса. Кинематическая точность является основным требованием для делительных и отсчетных устройств. Она обеспечивается за счет малого радиального биения зубчатого колеса и применения высокоточных станков и инструментов.
Независимо от степени точности стандартами установлены различные виды сопряжения зубьев в передаче. За основу деления видов сопряжения принята величина бокового зазора. Нормы бокового зазора необходимы для устранения заклинивания зубьев и ограничения мертвых ходов, а также для размещения смазки и компенсации температурных деформаций. Боковой зазор не зависит от точности изготовления и определяется в основном величиной межосевого расстояния.
На рабочих чертежах зубчатых колес и червяков должны быть указаны требуемые степени точности по трем нормам и виду сопряжения. В условных обозначениях последовательно записывают три цифры (степени по нормам кинематической точности, нормам плавности, нормам контакта) и букву указывающую вид сопряжения.
Если первые три нормы имеют одинаковые степени точности, то в условном изображении указывают одну цифру, как в данном случае:
7 – Д.
2.2 Допуски формы и расположения поверхностей зубчатых колес и червяков.
В процессе изготовления зубчатых колёс и червяков возникают погрешности формы и взаимного расположения их поверхностей, что существенно снижает точность механизмов.
Стандарт СТ СЭВ 301-76 предусматривает классификацию допусков и отклонений формы и расположения поверхностей. К группе отклонений формы поверхностей относят непрямолинейность, неплоскостность, некруглость, нецилиндричность и отклонения профиля продольного сечения.
К группе суммарных отклонений формы и расположения поверхностей относят два основных вида отклонений: радиальное и торцевое биения.
Для оценки точности расположения поверхностей назначают базы.
Под радиальным биением ![]()
понимают разность наибольшего а и наименьшего, а расстояния от точек до базовой оси вращения в сечении, перпендикулярном к этой оси:
![]()
Радиальное биение является результатом смещения геометрического центра колеса относительно оси вращения и некруглости наружной поверхности.
Радиальным биением зубчатого венца называют наибольшую разность расстояний от базовой оси колеса до делительной прямой нормального исходного контура.
Торцевым биением ![]()
называют разность наибольшего b и наименьшего b расстояний от точек реальной торцовой поверхности колеса, расположенных на окружности заданного диаметра Д, до плоскости N-N, перпендикулярной к базовой оси вращения:
![]()
Если диаметр Д не задан, то торцовое биение определяют на наибольшем диаметре колеса. Торцевое биение является результатом неперпендикулярности торцовой плоскости к базовой оси колеса и отклонения формы торца по линии измерения.
Похожие работы
... о том, что для учебной мастерской станки для шлифования камня лучше конструировать и изготовлять самим, чем приобретать заводские модели. 3. Разработка конструкции станка Для конструирования станка для шлифования свободным абразивом применим наиболее распространенный метод: «метод морфологического анализа». Для этого построим и рассмотрим морфологическую матрицу, в которую занесем: материал, ...
... (8.13) составит: 325,35 тыс. р. 8.4 Расчет годового экономического эффекта и показателей рентабельности капиталовложений Годовой экономический эффект, обусловленный внедрением проекта реконструкции линии производства формового хлеба путем установки дополнительной тестомесильной машины и модернизации существующего и вновь установленного оборудования, составит где Ен - нормативный ...





... по конструкции разделяются на машины с бортовым поворотом или с шарнирно сочлененной рамой. В мини-погрузчиках широко используется как гидромеханическая трансмиссия, так и специализированный гидрообъемный привод в механизмах привода хода и в механизмах рабочего оборудования. Малогабаритными строительными машинами считаются погрузчики массой до 7,4 т, грузоподъемностью до 1,5 т, с двигателем ...


... барабан 3 У - 1 0,08 кг 1 раз в неделю Винт 4 У - 1 0,02 кг 1 раз в месяц Редуктор 5 И – 20А 0,8 кг 1 раз в год 5. СЕБЕСТОИМОСТЬ КАПИТАЛЬНОГО РЕМОНТА ЛЕНТОЧНОГО КОНВЕЙЕРА 5.1 Определение трудоемкости капитального ремонта Определение трудоемкости капитального ремонта (по Положению о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях ...
0 комментариев